Quando falamos em impressão 3D, um dos materiais mais usados e comentados são as resinas poliméricas fotocuráveis, também conhecidas como resinas fotopolimerizáveis.
Ao contrário do método tradicional, que constrói objetos derretendo filamentos de plástico, essa tecnologia utiliza a precisão da luz para materializar ideias, entregando peças com níveis de detalhamento e acabamento impressionantes. É uma abordagem fascinante que elevou o padrão de qualidade na criação de protótipos e produtos finais.
Mas afinal, o que isso significa na prática?
Entendendo as resinas poliméricas e a polimerização
Para começar, vamos entender o que são as resinas poliméricas. De forma simples, podemos imaginar a resina como uma mistura líquida cheia de pequenas “peças” químicas que estão esperando para se encaixar.
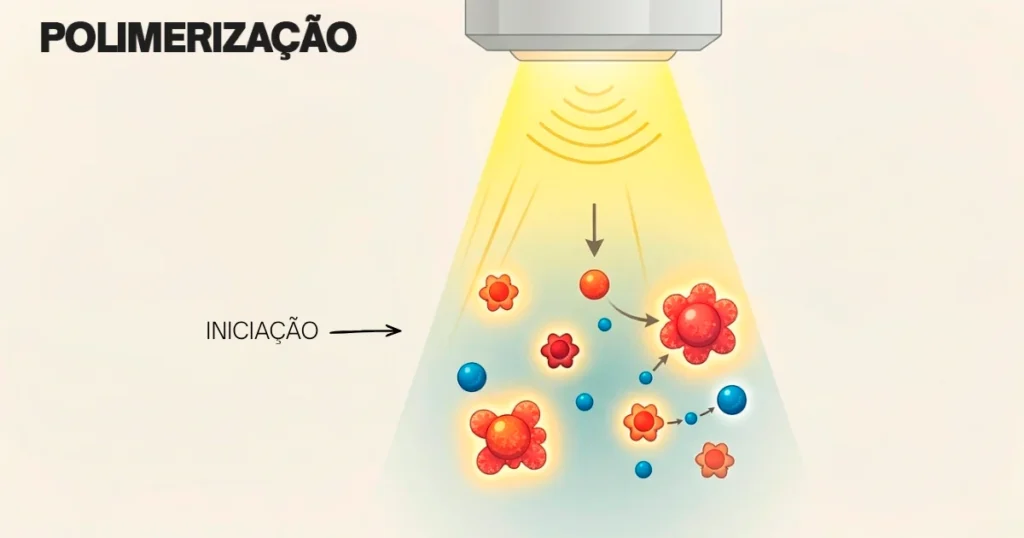
Essas pecinhas, chamadas de monômeros e oligômeros, só se unem quando recebem um estímulo. Esse processo de união é chamado de reação de polimerização, que acontece em três etapas: iniciação, propagação e finalização.
A etapa de iniciação
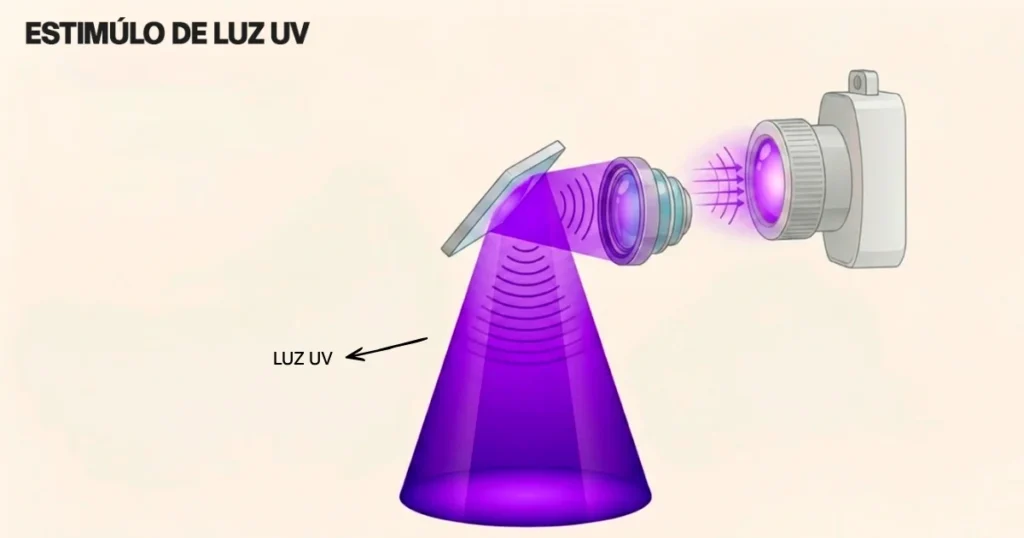
No caso das resinas fotocuráveis, o agente que dá início a essa reação é a luz. É ela quem fornece o estímulo necessário para que a polimerização aconteça.
Especificamente para as nossas resinas, a luz que inicia esse processo é a luz ultravioleta (UV), que pode vir tanto das impressoras 3D quanto do próprio sol, a esse processo damos o nome de iniciação. Por isso destacamos a necessidade de manter as garrafas e os tanques de resina longe da exposição solar ou de luzes que emitem radiação próxima ao espectro UV.
A etapa de propagação
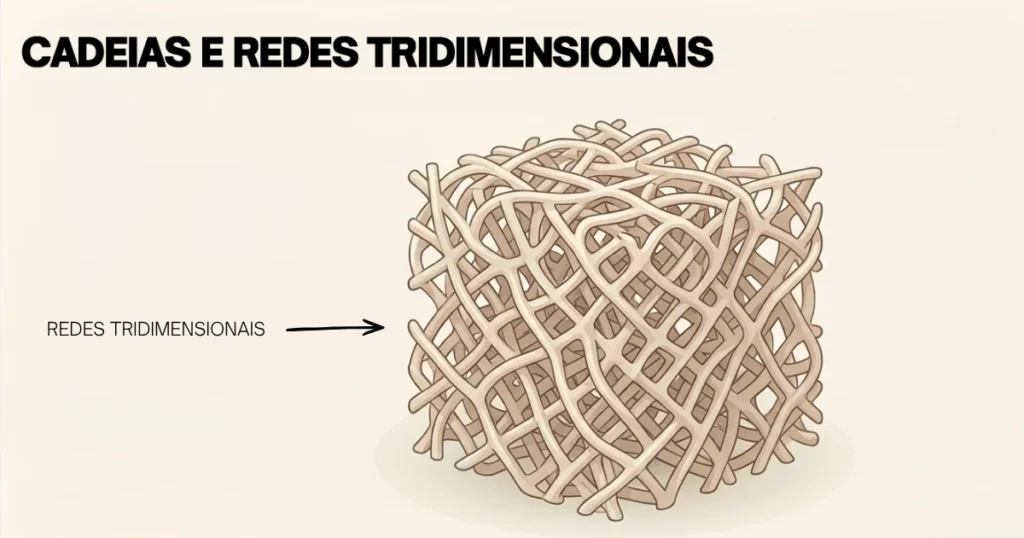
Na etapa de propagação, os monômeros e oligômeros da resina começam a se unir, formando cadeias e redes tridimensionais.
Conforme essas redes vão se formando, a resina perde sua mobilidade, endurece e deixa de ter aspecto líquido, dando origem a um sólido. É nesse momento que o objeto, antes apenas um “desenho digital”, começa a tomar forma física, camada por camada, dentro da impressora.
A etapa de finalização
A finalização desse processo, do ponto de vista químico, ocorre quando dois radicais se encontram na cadeia. Já fisicamente, pode ser quando a fonte de luz é retirada ou simplesmente quando a resina acaba.
No entanto, ao terminar a impressão, mesmo quando a peça parece totalmente formada, o processo ainda não está 100% concluído.
A importância da pós-cura (cura secundária)
É aí que entra a etapa de pós-cura, ou cura secundária. Isso porque, apesar da peça parecer sólida e estável logo após a primeira exposição à radiação (com a luz UV da impressora), nem todas as ligações químicas foram de fato feitas, mesmo que não vejamos a rede tridimensional do polímero formado ainda não esteja completa.
Por isso, é necessário a reexposição da peça a luz UV, que pode ser tanto em uma câmera de cura para que seja feita de forma uniforme e completa.
Esse processo adicional vai ter justamente o papel de continuar a reação de polimerização a partir do ponto em que ela parou, aproveitando ao máximo as ligações que sobraram e deixando o material ainda mais resistente.
O resultado é um polímero final com propriedades mecânicas, térmicas e químicas superiores, além de maior durabilidade, resistência ao desgaste e estabilidade dimensional.
A união entre ciência e criatividade
Em resumo, as resinas fotocurável representam uma tecnologia fascinante porque unem ciência, praticidade e criatividade. Elas transformam uma mistura líquida aparentemente simples em objetos sólidos com alta precisão e excelente acabamento, usando nada mais que a luz UV.
Esse processo, que pode parecer quase mágico, é na verdade o resultado de uma química complexa e extremamente eficiente, que abre um universo de possibilidades para a impressão 3D e para dar vida a mentes criativas.
Escrito por:
Sofia Speridião — Designer Gráfica, Pós graduanda em Inbound Marketing e Assistente de marketing na 3D CURE Samuel Vitor Leite – Graduado em Química Tecnológica e pós-graduando em MBA em Qualidade, Gestão e Engenharia de Processos.
Revisado pela equipe técnica da 3D Cure:
Felipe Ferreira — Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
Ana Luiza Silvestre — Graduada em química e Especialista em impressão 3D – UFMG
Você já terminou uma peça incrível, mas na hora de passar o orçamento, sentiu aquela insegurança de estar cobrando pouco ou espantando o cliente?
Precificar no universo da impressão 3D vai muito além de olhar o preço do frasco de resina.
Pensando nisso, desenvolvemos a Calculadora de Custos 3D CURE.
Nesse texto vamos mostrar como você pode utilizar essa ferramenta para transformar suas impressões em um negócio vantajoso. Clique no botão abaixo e vamos começar!
Passo a Passo
Agora que você já está com a calculadora aberta é necessário preencher os dados de cada campo. Lembre-se de utilizar a unidade de medida indicada.
1- Principais consumos
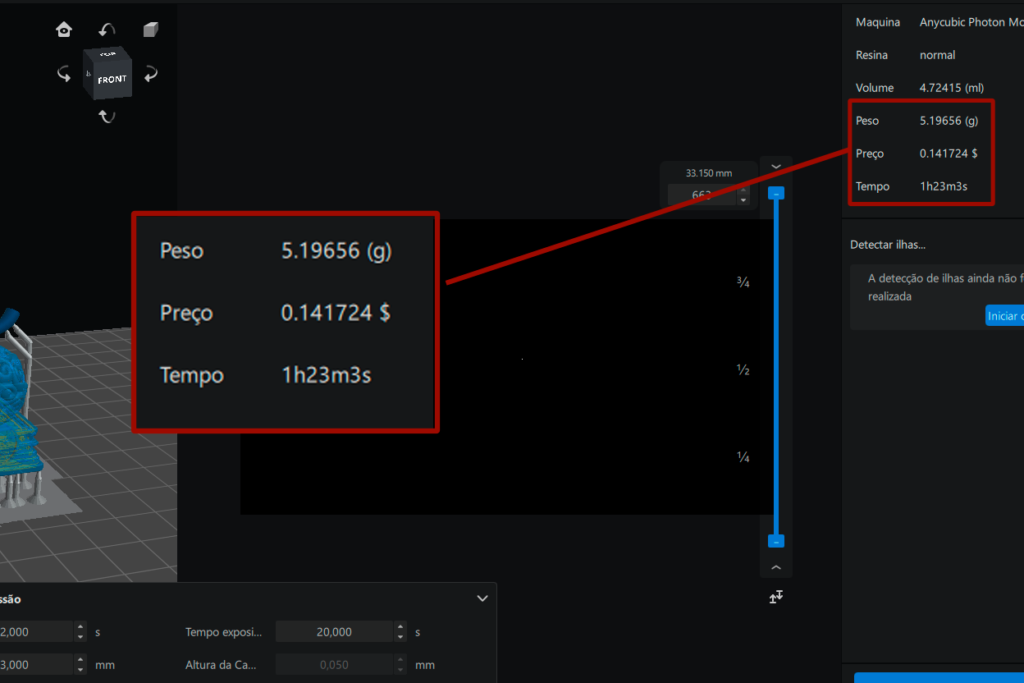
No campo Produto/ Resina você pode selecionar a resina 3D CURE que você utiliza, assim o cálculo já vai considerar automaticamente o valor pago no quilo (kg) da resina. A quantidade de resina utilizada em gramas (g) você encontra no seu fatiador.
Preencha também o valor gasto com álcool etílico ou de cereais de acordo com o valor pago no litro e a quantidade usada na produção da peça.
O tempo estimado de impressão também pode ser retirado do seu fatiador, isso te ajudará a calcular o valor do quilowatt-hora (kw/h).
DICA
O valor exato do quilowatt-hora pode ser encontrado na sua própria conta de luz, procure o campo “tarifa com tributos” ou “tarifa final”, geralmente em R$/kWh.
2- Insumos e manutenção
Coloque nos campos uma média do valor gasto com descartáveis como luvas, papel toalha e filtros.
Adicione também o valor dos seus equipamentos de impressão e cura, assim como o LCD e o filme FEP/ACF. A ferramenta vai diluir esses custos para que você tenha em caixa o valor gasto com futuras manutenções.
3- Acabamentos e mão de obra
Até agora os cálculos foram todos baseados em materiais, o que é bem mais fácil, mas vamos calcular também o tempo gasto em acabamento. Além de calcular os insumos, como lixas, vernizes, tintas e/ou primer, defina quanto vale a sua hora de trabalho.
A calculadora fará o cálculo proporcional ao tempo gasto.
Defina a sua margem de lucro e o quanto você quer que sobre no seu bolso após pagar todas as contas acima.
Agora é só inserir seus dados e descobrir o custo exato da sua impressão em segundos.
Teste a Calculadora de Resina 3D agora:
Dúvidas? Veja o vídeo abaixo ensinando a usar a calculadora de resina 3D.
Ficou com alguma dúvida? Assista ao vídeo e sinta-se à vontade para registrar suas dúvidas nos comentários. Você também pode entrar em contato com nossa equipe.
Escrito por:
Sofia Speridião — Designer Gráfica, Pós graduanda em Inbound Marketing e Assistente de marketing na 3D CURE
Revisado pela equipe técnica da 3D Cure:
Felipe Ferreira — Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
Ana Luiza Silvestre — Graduada em química e Especialista em impressão 3D – UFMG
O avanço da tecnologia na impressão 3D elevou o nível de exigência sobre os materiais em clínicas, laboratórios e centros de prototipagem. Hoje, alcançar excelência exige requisitos básicos como estabilidade de cor, precisão dimensional e repetibilidade.
Contudo, um detalhe técnico crítico muitas vezes passa despercebido e compromete o resultado final antes mesmo da impressão: a preparação correta da resina. O fator de maior impacto na qualidade da peça é a decantação , um fenômeno físico natural que altera a uniformidade e o acabamento superficial.
Neste guia, você aprenderá como evitar a decantação de resinas 3D e como padronizar o preparo do material para garantir um fluxo digital eficiente e resultados de alta performance.
Como ocorre a Decantação em Resinas 3D?
A resina 3D é uma mistura química, não apenas um líquido. Resinas fotopolimerizáveis são formulações químicas complexas compostas por:
Monômeros
Oligômeros
Fotoiniciadores
Pigmentos
Cargas minerais ou cerâmicas (em resinas técnicas)
Cada componente possui densidade e comportamento físico diferente.
Quando o frasco permanece em repouso por períodos prolongados, especialmente em temperaturas baixas, as partículas mais densas tendem a se depositar no fundo. Esse processo é chamado de decantação.
É importante destacar que quando ocorre a decantação da resina não significa que ela perderá sua qualidade, apenas que a resina precisa ser homogeneizada corretamente antes do uso.
Quais são os maiores problemas da não decantação da resina 3D?
Se a impressão começar com a resina parcialmente decantada, podem ocorrer:
Variação de cor
Manchas
Alteração na opacidade
Variações na contração de polimerização
Pequenas oscilações dimensionais
Em aplicações técnicas ou odontológicas, isso pode comprometer ajuste, estética e previsibilidade clínica. Muitas falhas atribuídas à impressora, na verdade, começam no preparo inadequado do material.
Como posso evitar a decantação?
A boa notícia é que para evitar a decantação basta seguir alguns passos.
Agite o frasco por pelo menos 2 minutos
Realize movimentos completos
Incline e inverta o frasco para mexer a resina do fundo
Resinas com maior pigmentação ou carga cerâmica exigem atenção redobrada. Em laboratórios com maior volume, misturadores mecânicos ajudam a padronizar o processo.
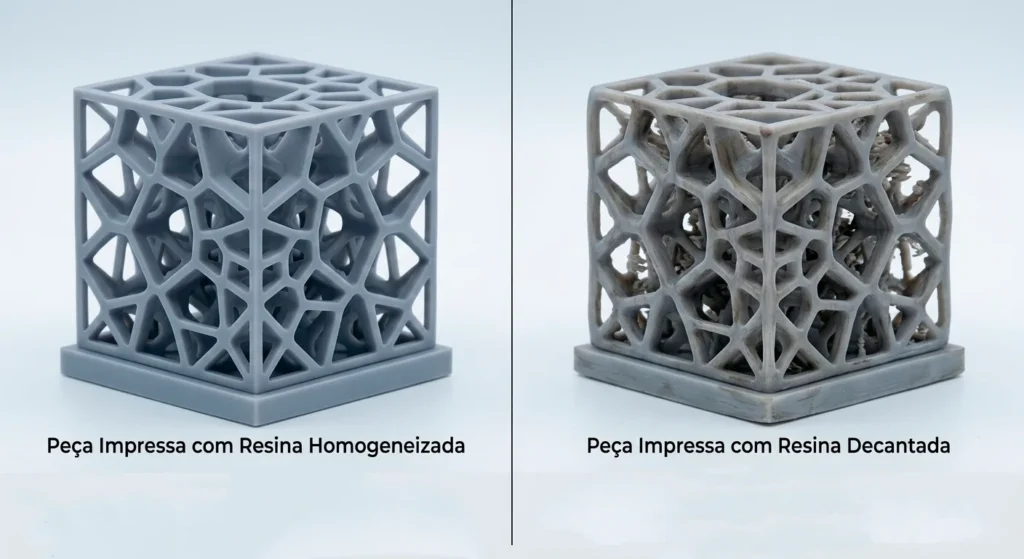
Movimentos completos e controlados garantem redistribuição uniforme de pigmentos e cargas minerais, restaurando as propriedades originais da resina antes da impressão.
Movimentos completos e controlados garantem redistribuição uniforme de pigmentos e cargas minerais, restaurando as propriedades originais da resina antes da impressão.
Fator de Atenção
Ação Recomendada
Benefício e Prevenção
Agitação manual
Agitar o frasco por pelo menos 2 minutos, inclinando e invertendo.
Redistribui uniformemente os pigmentos e cargas acumulados no fundo.
Resinas especiais
Atenção redobrada com resinas de alta pigmentação ou carga cerâmica.
Garante a restauração das propriedades originais antes da impressão.
Alto volume
Utilizar misturadores mecânicos no laboratório.
Padroniza o processo de mistura e evita erros operacionais.
Controle de temperatura
Evitar operar com a resina em temperaturas abaixo do ideal.
Previne o aumento da viscosidade, dificuldade de mistura e fotopolimerização irregular.
Essas resinas também sofrem com a influência crítica da temperatura, que interfere diretamente na viscosidade da resina.
Quando a resina opera em temperaturas abaixo do ideal, ela pode sofrer com as seguintes questões:
A viscosidade aumenta
A mobilidade molecular diminui
A mistura se torna mais difícil
A fotopolimerização pode se tornar menos uniforme
Como garantir uma melhor usabilidade?
A faixa de operação ideal para maximizar a performance da resina situa-se entre 25 °C e 35 °C, garantindo a viscosidade correta e a estabilidade necessária para o processo.
Conseguindo manter essa temperatura a resina trabalha da melhor forma, mantendo uma fluidez adequada, melhor nivelamento de camada, distribuição homogênea de pigmentos e cargas, uma cura mais previsível, melhor acabamento superficial.
Caso o ambiente se encontre abaixo da temperatura ideal, principalmente abaixo de 20 °C, recomenda-se o aquecimento leve antes da resina antes da impressão.
Esse aquecimento deve ser feito de forma segura, entre esses métodos podemos destacar:
Aquecimento controlado: Equipamentos específicos mantêm a temperatura estável e uniforme.
Banho-maria leve: Caso não haja equipamento específico, pode-se utilizar banho-maria com água morna.
Esses métodos exigem cuidados que devem ser respeitados, como os listados na sequência:
A água deve estar morna, nunca fervente
O frasco deve permanecer totalmente fechado
O aquecimento deve ser gradual
Não ultrapassar a faixa recomendada
O objetivo é trazer estabilidade térmica para o uso da resina, jamais superaquecendo.
Qual é o armazenamento correto?
A forma como a resina é armazenada influencia diretamente na sua estabilidade. Recomenda-se:
Armazenar em local seco e protegido da luz
Evitar variações bruscas de temperatura
Manter o frasco bem fechado
Evitar exposição prolongada ao frio
Estabilidade no armazenamento significa menos esforço na homogeneização.
5 Benefícios diretos do preparo correto de Resina 3D
Investir tempo no preparo adequado da resina 3D e do ambiente não é apenas uma medida de segurança, mas uma estratégia de eficiência produtiva.
Laboratórios que seguem este protocolo colhem benefícios imediatos na qualidade final das peças, assim você consegue otimizar seu fluxo digital.
Veja quais os benefícios do preparo correto das resinas antes do uso.
Cor estável
Camadas mais consistentes
Menor índice de falhas
Melhor repetibilidade
Maior confiança no fluxo digital
Isso se traduz em mais produtividade, menos desperdício e valorização do seu trabalho.
Padronização no fluxo de trabalho
Os laboratórios que apresentam maior previsibilidade em seus processos seguem uma rotina operacional clara e bem definida, o que minimiza erros e garante a repetibilidade dos resultados.
Como sugestão para alcançar esse padrão devemos sempre adotar um check-list rigoroso antes de iniciar qualquer ciclo de produção, assegurando que variáveis críticas estejam em conformidade com as normas técnicas de cada produto.
Checklist técnico: Resinas 3D Cure
Escolha a tecnologia certa para os desafios da sua produção
Dominar as variáveis de impressão é o primeiro passo para o sucesso, além disso é necessário estabilidade para resultados de alta precisão.
Para isso, as resinas para impressão 3D Cure foram formuladas para manter uma viscosidade equilibrada e uma resposta térmica superior, garantindo que o seu laboratório alcance a máxima performance em cada camada.
Escolha a tecnologia que entende os desafios da sua produção. Quer conhecer mais nossos produtos? Entre na página do produto desejado e acompanhe novidades sobre as resinas para impressão 3D.
Quer garantir cores estáveis e máxima performance em cada impressão?
Sofia Speridião — Designer Gráfica, Pós graduanda em Inbound Marketing e Assistente de marketing na 3D CURE Samuel Vitor Leite – Graduado em Química Tecnológica e pós-graduando em MBA em Qualidade, Gestão e Engenharia de Processos.
Revisado pela equipe técnica da 3D Cure:
Felipe Ferreira — Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
Ana Luiza Silvestre — Graduada em química e Especialista em impressão 3D – UFMG
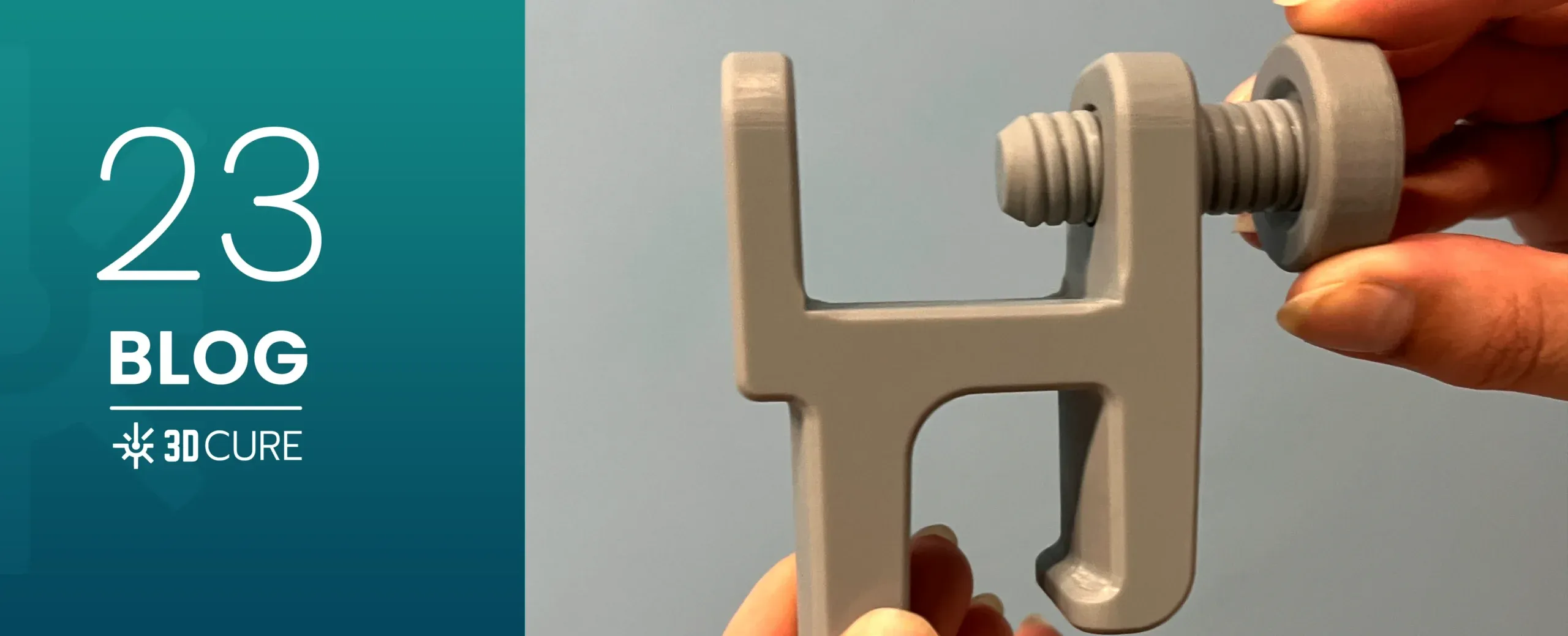
Você já passou pela frustração de imprimir uma peça, dar o acabamento completo e, por um descuido, ela se espatifar no chão? Se isso já aconteceu com você saiba que o erro não está no seu projeto e nem na sua impressora. Afinal, o problema é que as resinas comuns são muito rígidas e não têm a tenacidade necessária para aguentar o impacto. É aqui que a resina 3D ABS-Like muda o jogo.
Enquanto as resinas comuns focam apenas na estética, a Resina ABS-Like é formulada para simular as propriedades do plástico ABS industrial, combinando rigidez com alta resistência ao impacto, se tornando ideal para protótipos funcionais e peças que exigem durabilidade e precisão.
Se você quer que suas impressões pareçam plástico de verdade e não quebrem no menor esforço, você precisa conhecer esse material da 3D Cure.
Comparativo de objeto feito com resina 3D Cure ABS like vs Resina 3D comum.
O que é resina 3d ABS-Like?
A resina 3D ABS-like é um fotopolímero desenvolvido para impressoras 3D com o objetivo direto de replicar o comportamento mecânico do plástico ABS. Já as resinas comuns apresentam características rígidas e não possuem elasticidade. Dessa forma, elas atingem o ponto de ruptura muito rápido, tornando a peça muito suscetível a trincas e quebras.
Diferente disso, a ABS-Like é desenvolvida para ter um comportamento mais resistente, equilibrando rigidez com a tenacidade. Ela ainda é firme e mantém a forma do projeto, mas possui uma composição química que permite que o material “trabalhe” levemente sob pressão antes de quebrar.
Características
Resina standard comum
Resina ABS-like 3D Cure
Resistência ao impacto
Baixa
Alta
Flexibilidade
Nula
Moderada
Durabilidade
Frágil
Elevada
Pós processamento
Delicada
Resistente
Por que a Resina ABS-Like é a escolha certa para o seu projeto?
Se você busca elevar o nível das suas impressões, a escolha do material é o que define se o seu trabalho será profissional ou apenas um hobby. Dessa forma, a Resina ABS-Like se destaca justamente por atender a dois mundos que exigem o máximo de performance:
Resina ABS-Like para engenharia:
O uso de resinas comuns na engenharia costuma gerar uma falsa sensação de que a peça está correta, mas falha mecanicamente durante a montagem, o que atrasa o cronograma do projeto.
Ou seja, a ABS-Like elimina essa variável, entregando um resultado dimensional e integridade física muito mais próximo do que será produzido em escala industrial.
Resina ABS-Like para Action figure
A Resina ABS-Like se tornou uma resina importante para estúdios e artistas independentes pelos seguintes motivos:
Resistência em detalhes finos: Action figures costumam ter partes extremamente delicadas: pontas de espadas, mechas de cabelo, dedos ou antenas. Ou seja, na resina comum, essas partes se tornam quebradiças. Já com a ABS-Like, essas extremidades ganham uma tenacidade que permite que elas sofram leves esbarrões sem se partirem.
Transporte de peças: O envio das peças é sempre uma questão complicada, ainda mais em peças detalhadas e com pontas finas. A resina comum transmite todo o choque para a peça, causando trincas e rachaduras. Já a ABS-Like absorve parte dessa energia evitando que a peça quebre.
Montagem e ajuste de pinos: Peças grandes e profissionais são feitas em diversas partes, e ABS-Like garante que na hora de acabamento para encaixe das peças elas não lasquem, resultando em encaixes perfeitos.
Quando você deve fazer o “Upgrade”?
Se o seu projeto envolve algum dos pontos abaixo, a resina ABS-Like não é apenas uma opção, é uma necessidade:
Projetos que exigem resistência mecânica real: Para evitar o desperdício de tempo de máquina e insumos com materiais frágeis que não suportam a carga de trabalho;
Mecanismos de engenharia complexos: Quando a precisão técnica e a estabilidade dimensional são fundamentais para o funcionamento e encaixe das peças;
Estátuas e modelagens ricas em detalhes: Situações em que o resultado precisa impressionar pela alta fidelidade visual (estética) sem abrir mão da resistência durante o manuseio e pós-processamento;
Aplicações profissionais que demandam durabilidade: Quando a fragilidade dos materiais básicos limita o potencial do projeto e a entrega exige um insumo que acompanhe o seu nível técnico.
Conheça a Resina 3D Cure ABS-Like.
A impressão 3D profissional exige materiais que acompanhem o nível da sua criatividade e técnica. Portanto, continuar usando resinas frágeis em projetos que exigem resistência é desperdiçar tempo e insumos.
Seja para um mecanismo de engenharia complexo ou para uma estátua rica em detalhes, a Resina ABS-Like entrega o equilíbrio que a resina comum não consegue: precisão técnica com resistência real.
Por fim, não deixe seu projeto limitado pela fragilidade dos materiais básicos. Invista em durabilidade e entregue um resultado que impressiona tanto pelo visual quanto pela resistência.
Quer garantir resistência real e precisão para os seus projetos em 3D?
O avanço da manufatura aditiva expandiu o uso da impressão 3D para setores de alta exigência, como construção civil, aviação, peças automobilísticas e artigos de luxo. Essa evolução impulsionou o desenvolvimento de novos materiais para suprir as demandas técnicas do mercado.
Nesse contexto, saber como escolher a resina para impressão 3D depende diretamente de alinhar o material ao setor e às características funcionais do seu projeto. Cada resina possui propriedades específicas que viabilizam determinadas aplicações. Um exemplo técnico é a resina GUM: ela foi desenvolvida para manter a flexibilidade, cor e textura por longos períodos, sendo a solução exata para simuladores de gengiva.
Neste artigo vamos te ajudar a escolher Resina 3D sem erros. Vamos lá?
Cada resina 3D tem uma finalidade.
Cada setor tem suas particularidades:
Arquitetura: Para criar maquetes detalhadas de edifícios e projetos.
Engenharia e Design de Produto: Para prototipagem rápida e peças funcionais.
Joalheria: Para moldes e peças complexas.
Odontologia: Para modelos de arcadas, guias cirúrgicos e alinhadores.
Artesanato e Hobby: Para miniaturas, esculturas e peças de decoração.
Ao definir o seu caminho, você conseguirá definir, através das informações disponibilizadas pelo fabricante, a resina que se encaixa melhor no seu fluxo de trabalho.
Como identificar se a resina é a ideal para o setor escolhido?
As resinas possuem características como odor, viscosidade, densidade e dureza. Também podem possuir propriedades específicas e essas propriedades podem ser, por exemplo:
Rígidas
Flexíveis
Semirrígidas
Laváveis em água
Resistente a alta temperatura
Resistente a fricção
Resistente ao impacto
Resistente a estresse mecânico
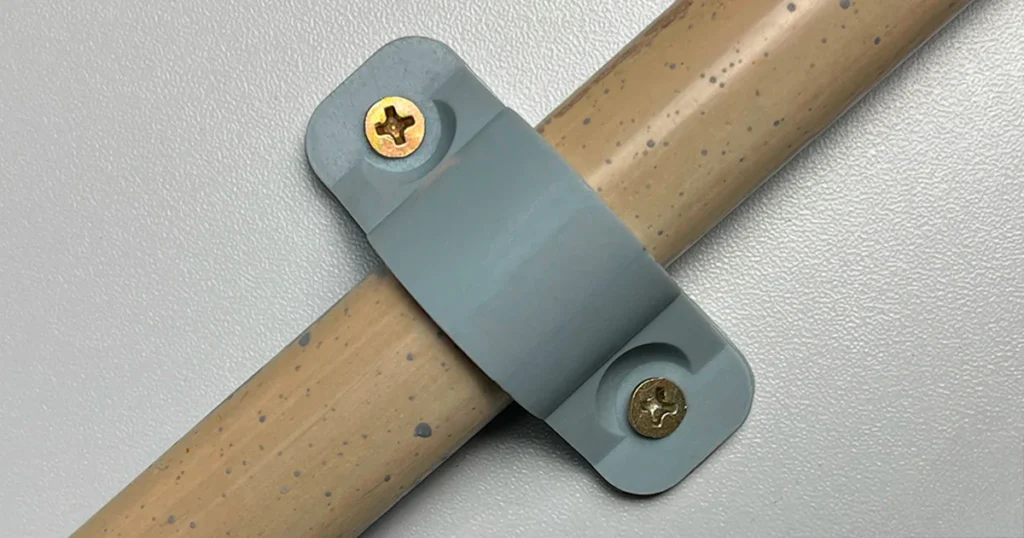
Enforcamento mecânico feito com resina 3D Cure.
Por ambiente de uso
É importante observar a aplicação onde será inserida sua peça.
É um material simples de decoração? Será usada para guardar um componente eletrônico? A peça será exposta a altas temperaturas (motores, eletrônicos), produtos químicos (solventes, desinfetantes) ou umidade?
Hora de cruzar as necessidades com as propriedades da resina 3d.
Agora, você deve analisar a Ficha Técnica (Datasheet) fornecida pelo fabricante, focando nas características que você já destacou:
Sua necessidade (Exemplo de setor)
Propriedade da resina
Onde encontrar a informação
Alto detalhe e rigidez
(Arquitetura, Joalheria)
Dureza
Menor viscosidade ajuda no detalhe.
Valores de Dureza Shore
(ex: Shore D 80-90 para peças rígidas).
Resistência a choques
(Engenharia, Automotivo)
Resistente ao impacto
Alta resistência mecânica.
Resistência ao impacto (Impact Strength)
em J/m ou kJ/m².
Flexão e retorno
(Simuladores, Engenharia)
Flexíveis ou semirrígidas
Com bom alongamento.
Alongamento na ruptura (Elongation at Break)
em porcentagem.
Facilidade de pós-processamento
(Hobby, Protótipos)
Laváveis em água
(Water-Washable).
Descrição do produto ou se a limpeza é com água/álcool isopropílico.
Exposição ao calor
(Aviação, Indústria)
Resistente a alta temperatura
(High-Temp Resin).
Temperatura de deflexão térmica (HDT).
Compatibilidade com a sua impressora 3D
Este é um ponto técnico fundamental que muitas vezes é negligenciado:
Comprimento de onda de cura (Wavelength): a resina precisa ser compatível com a fonte de luz UV da sua impressora 3D (geralmente 405 nm para a maioria das impressoras SLA/DLP/LCD). Usar uma resina com um comprimento de onda diferente pode resultar em um maior tempo de cura.
Ajuste de parâmetros: muitos fabricantes de impressoras 3D validam e oferecem os parâmetros de impressão para resinas específicas de terceiros.
Custo e rendimento da Resina 3D
A economia é sempre um fator na escolha do material.
Preço por kg: o custo inicial da resina. Resinas de engenharia ou especializadas (como biocompatíveis para odontologia) tendem a ser significativamente mais caras do que resinas padrão.
Rendimento e desperdício: considere a facilidade de limpeza e a taxa de sucesso. Uma resina mais barata que constantemente causa falhas ou que é difícil de limpar pode, na verdade, aumentar o custo total por peça.
Comece com um kit de demonstração.
O Kit Demonstração 3D CURE é a sua ferramenta ideal para avaliar e testar diferentes resinas do setor odontológico. Com ele, você realiza testes práticos e aprofundados, garantindo que você conheça a variedade exata de resinas disponíveis e encontre a solução perfeita para as necessidades específicas do seu setor.
ESCRITO POR: Sofia Speridião – Designer Gráfica, Pós graduanda em Inbound Marketing e Assistente de marketing na 3D CURE
REVISADO PELA EQUIPE TÉCNICA DA 3D CURE: Ana Luiza Silvestre – Graduada em química e Especialista em impressão 3D – UFMG Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
contato@3dcure.com.br – (31) 3665-1383
A pigmentação 3D é uma etapa essencial para quem deseja dar cor e personalidade às impressões 3D. No entanto, se você já tentou adicionar um pigmento para resina 3D e o resultado foi uma peça que não cura ou não imprime corretamente, saiba que você não está sozinho. Essa é uma frustração comum e, na maioria das vezes, a culpa não é sua, é da ciência.
A cor é um dos principais desafios da impressão 3D em resina. A adição de pigmentos afeta diretamente como o material reage à luz UV, interferindo na sua reatividade. Mas calma: se você quer dominar a pigmentação 3D e criar cores personalizadas sem desperdício de material, este guia é para você.
Neste texto, vamos desvendar o segredo por trás da formulação ideal e mostrar a regra de ouro para que sua resina imprima perfeitamente, mantendo a cor, o acabamento e a qualidade profissional que você busca.
Quer comprar pigmentos 3D com o melhor custo-benefício?
O que é o pigmento para resina 3D e como funciona?
O pigmento para resina 3D é formado por partículas sólidas, finamente moídas e insolúveis, que ficam dispersas na matriz polimérica — no caso, dentro da resina líquida. Essas partículas são responsáveis por conferir cor ao material, mas seu comportamento químico exige cuidado para não comprometer o processo de cura durante a impressão.
Por que usar resina clear na pigmentação 3D
O processo de pigmentação 3D deve ser feito sempre com uma resina clear. Isso porque tentar pigmentar resinas que já possuem coloração pode afetar a reatividade — ou seja, a facilidade e a velocidade com que a resina passa do estado líquido para o sólido por meio da fotopolimerização.
As resinas coloridas de fábrica passam por controle de qualidade rigoroso, garantindo a dispersão ideal dos pigmentos sem alterar a reatividade. Já a resina clear não contém nenhum pigmento em sua formulação, o que permite adicionar cor de forma equilibrada e previsível.
Quando o pigmento para resina 3D é adicionado nas proporções corretas, ele não interfere significativamente no tempo de exposição à luz UV. A resina continuará imprimindo dentro das faixas de tempo recomendadas pelo fabricante.
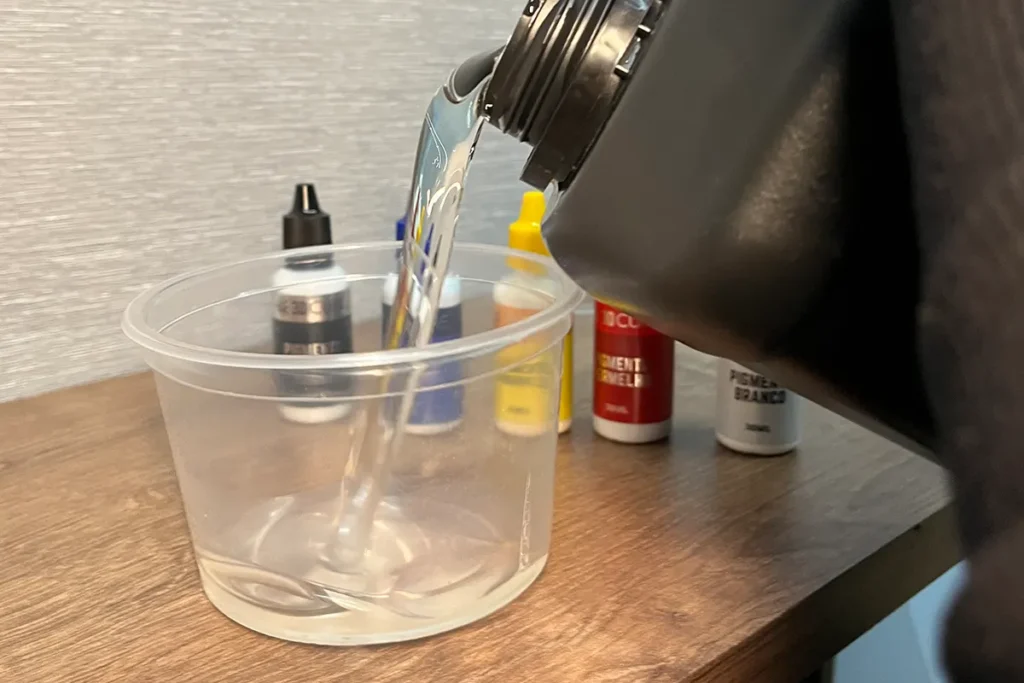
Criar cores exclusivas na impressão 3D é um processo que exige paciência, precisão e o entendimento de que os pigmentos têm alta concentração.
Abaixo estão as etapas essenciais para dominar a pigmentação:
Dosagem: Sempre comece com pequenas quantidades. Os pigmentos para resina são extremamente concentrados, e é muito mais fácil adicionar uma gota a mais do que corrigir o excesso.
Teste: Misture o pigmento na resina clear em um recipiente separado e realize um teste de impressão em uma pequena amostra. Recomendamos imprimir um arquivo calibrador (link para o texto do calibrador). Lembre-se: a cor da resina líquida nem sempre será idêntica à cor final após a cura.
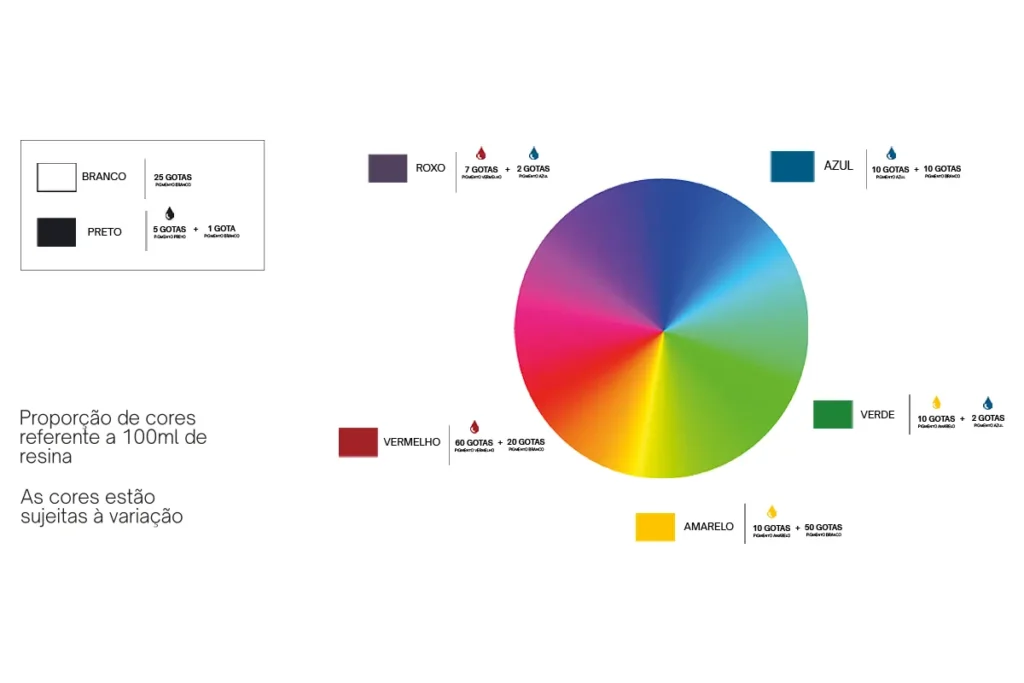
Variação: Ao misturar cores, siga a teoria básica:
Adicionar branco: clareia a cor e aumenta a opacidade.
Adicionar preto: escurece a cor, criando tons mais sóbrios e frios.
Influência das cores escuras na reatividade
As cores mais escuras — como azul-marinho, preto e vermelho intenso — reduzem a passagem de luz UV, diminuindo a reatividade da resina.
Isso significa que a peça precisará de mais tempo de exposição para curar completamente. Ajuste o tempo de exposição conforme a cor e a intensidade da pigmentação para garantir impressões perfeitas e duráveis.
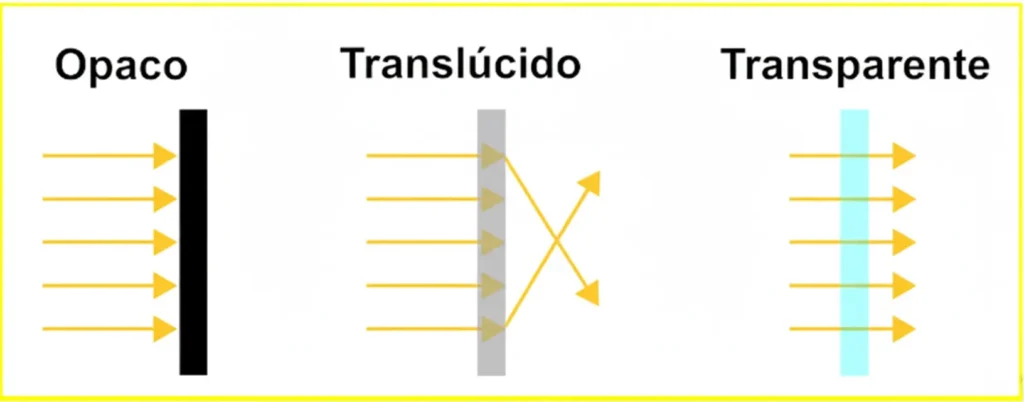
Controle a intensidade e a transparência.
A aparência final da peça impressa depende diretamente da forma como a luz atravessa o material. Materiais transparentes permitem a passagem total da luz.
Já os translúcidos dispersam parte da luz, criando um efeito suave e leitoso. Por fim, os opacos bloqueiam completamente a passagem, resultando em cores sólidas e intensas, efeito que pode ser obtido com o uso controlado do pigmento branco.
Isto é, a intensidade e a transparência da cor dependem da dosagem do pigmento branco: quanto maior for a quantidade, mais opaca será a peça. Ao adicionar o pigmento branco antes de qualquer cor, você obtém um acabamento sólido e uniforme; já sem o branco, o resultado mantém o aspecto translúcido da resina original.
Após entender a diferença entre a base de um pigmento opaco (que bloqueia a luz) e um pigmento translúcido (que permite a passagem da luz), a criação de cores únicas passa a ser pura alquimia!
Otimizando a Mistura:
Para garantir que suas cores personalizadas sejam consistentes, crie um padrão de dosagem. Use seringas ou balanças de precisão para registrar a proporção exata de cada pigmento na sua resina clear base.
Quer saber mais sobre pigmento para resina 3D? Assista nosso vídeo:
Escrito por:
Sofia Speridião — Designer Gráfica, Pós graduanda em Inbound Marketing e Assistente de marketing na 3D CURE
Revisado pela equipe técnica da 3D Cure:
Ana Luiza Silvestre — Graduada em química e Especialista em impressão 3D – UFMG
Felipe Ferreira — Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
A impressão 3Dde resina deixou de ser uma promessa futurista para se tornar uma das ferramentas mais versáteis e acessíveis da atualidade. Hoje, ela está nas mãos de empreendedores, artistas e profissionais que descobriram como ganhar dinheiro com impressora 3D de resina criando produtos personalizados, protótipos e soluções sob medida.
Se antes essa tecnologia parecia distante, agora ela abre caminho para quem deseja transformar ideias em negócios reais. Afinal, com baixo investimento inicial e criatividade, é possível atender mercados exigentes comoodontologia, joalheria, colecionáveis e design, oferecendo peças únicas e de alto valor percebido.
Neste guia, você vai entender como funciona impressão 3D, quais equipamentos e materiais são indispensáveis para o serviço de Impressão 3D, o que fazer com impressora 3D para ganhar dinheiro e como estruturar um negócio capaz de gerar retorno rápido e sustentável.
Quer comprar resina 3D com o melhor custo-benefício?
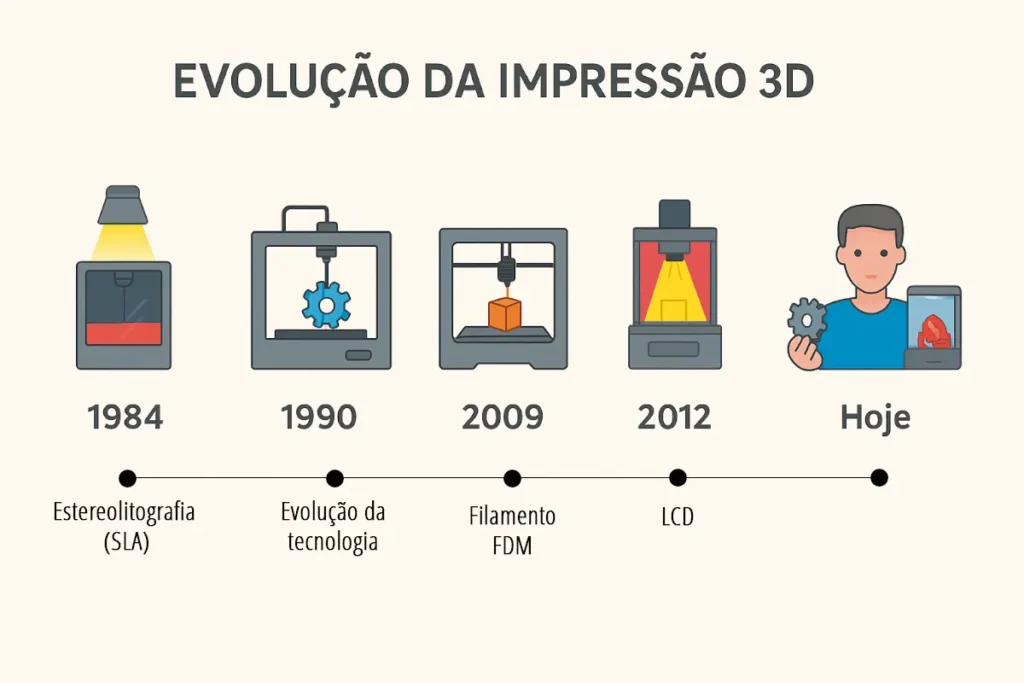
A impressão 3D pode até parecer novidade, mas sua história já tem algumas décadas. Em 1984, Charles Hull apresentou a estereolitografia (SLA), um método pioneiro que utilizava luz ultravioleta para solidificar resina líquida. Esse marco abriu caminho para algo que, anos mais tarde, se tornaria também um serviço de impressão 3D acessível ao mercado.
Com o passar do tempo, os custos caíram e novas tecnologias surgiram, como o FDM (filamento) e o LCD, hoje muito populares em impressoras de resina de mesa. Essa evolução permitiu que cada vez mais pessoas descobrissem como trabalhar com impressão 3D não apenas em grandes indústrias, mas também em pequenos negócios e até mesmo em casa.
Atualmente, empreendedores de diferentes tamanhos já sabem o que fazer com impressora 3D para ganhar dinheiro: criar desde protótipos funcionais até produtos finais com precisão, rapidez e baixo custo, atendendo nichos que valorizam personalização e qualidade.
Linha do tempo da impressão 3D – Imagem gerada utilizando IA
O que fazer com impressora 3D para ganhar dinheiro?
As possibilidades são muitas e estão crescendo. Aqui estão os principais mercados onde a impressão em resina se destaca:
Odontologia digital: modelos de estudo, simulação de gengiva, injeção, fundição e protótipos gerais para fluxo digital.
Joalheria: protótipos para fundição com alto nível de detalhe.
Miniaturas e Action Figures: peças ricas em textura e detalhamento para colecionadores.
Design de produto: prototipagem funcional.
Brindes e personalizados: chaveiros, logotipos, letras-caixa, lembranças corporativas.
Engenharia e arquitetura: peças técnicas, moldes, encaixes, maquetes 3D
vários objetos impressos com impressão 3d de resina.
Impressão 3D é um negócio rentável?
Sim, mas com um detalhe importante: como todo negócio, a lucratividade depende do seu posicionamento, da sua entrega e da sua gestão, especialmente para quem busca como ganhar dinheiro com impressora 3d.
Alguns fatores que contribuem para a rentabilidade no seu serviço de impressão 3d:
Baixo custo por peça.
Um dos maiores atrativos da impressão 3D de resina é a economia. O custo por peça tende a ser muito baixo, principalmente em produções pontuais ou em pequena escala.
Isso significa que você pode produzir sob demanda, sem precisar investir em grandes quantidades ou ferramentas caras como moldes industriais. Ideal para começar pequeno e lucrar rápido.
Ao entender como funciona impressão 3d e mapear tempo de máquina, consumo de resina e pós-processo, você consegue avançar em como precificar impressão 3d com segurança.
Alto valor percebido.
A impressão 3D de resina entrega resultados com altíssimo nível de detalhe, textura lisa e acabamento profissional.
O cliente final percebe isso como um produto de valor.
Além disso, a possibilidade de personalização (pinturas, formas exclusivas, ajustes por peça) permite cobrar mais por algo único, feito sob medida.
O que ajuda a ganhar dinheiro com impressora 3d ao posicionar seu serviço como solução sob demanda.
Diversidade de mercados.
Um grande diferencial da impressão 3D está na flexibilidade. Você pode produzir desde joias personalizadas até peças para odontologia, action figures, miniaturas, componentes técnicos e muito mais.
Portanto, ao diversificar os nichos atendidos, você protege seu negócio contra sazonalidades e abre portas para novas oportunidades.
Esse leque deixa claro o que fazer com impressora 3d para ganhar dinheiro e mostra como trabalhar com impressão 3d de forma sustentável.
Produção sob demanda:
Esqueça estoques cheios e produtos encalhados.
Afinal, com a impressão 3D, você produz somente o que vende e isso reduz custos, riscos e desperdício.
Isso também permite testar novos produtos com rapidez e ajustar o que for necessário conforme o feedback do mercado, um caminho consistente para quem quer entender como ganhar dinheiro com impressora 3d de resina.
É possível começar com uma impressora e pagar seu investimento inicial em poucos meses, desde que você tenha uma estratégia clara, boa entrega e processos de como precificar impressão 3d alinhados ao seu posicionamento.
Imagem com detalhamento de quais são os investimentos iniciais para se trabalhar com impressão 3D.
Como começar a trabalhar com impressão 3D de resina?
Empreender com impressão 3D de resina é mais simples do que parece.Com um investimento inicial acessível, dá para montar uma estrutura eficiente em casa e começar a atender sob demanda.Para quem avalia como ganhar dinheiro com impressora 3D de resina, o primeiro passo é organizar bem três frentes: equipamentos, materiais e espaço.
Equipamentos básicos
Impressora 3D de resina
É o coração do processo.
As impressoras do tipo LCD utilizam luz UV e uma tela LCD para curar a resina camada por camada.
Modelos como Elegoo Mars e Anycubic Photon oferecem boa resolução, facilidade de uso e ótimo custo-benefício para iniciar um serviço de impressão 3D.
Entender como funciona impressão 3D (tempos de exposição, calibração e pós-processo) ajuda a reduzir retrabalho e melhora a margem.
Dica: prefira impressoras com tela monocromática. Elas são mais rápidas e têm maior vida útil.
Máquina de lavagem e cura (Wash & Cure)
Depois da impressão, as peças precisam ser limpas e curadas.
A máquina 2 em 1 lava com álcool isopropílico e cura com luz UV, entregando acabamento mais resistente e profissional (um diferencial para ganhar dinheiro com impressora 3D prestando serviços com qualidade consistente.)
Materiais essenciais
Resina 3D
É o insumo principal.
Para começar, a Resina Basic da 3D Cure, produzida no Brasil, tem ótimo custo-benefício, é fácil de imprimir e conta com suporte técnico.
Mapear consumo por peça é fundamental para como precificar impressão 3D com segurança.
Álcool isopropílico (IPA)
Usado para remover o excesso de resina das peças recém-impressas.
O ideal é 95% ou mais de pureza.
Pode ser reutilizado por algumas lavagens se bem armazenado, o que impacta diretamente o custo unitário.
EPIs: luvas nitrílicas, máscara e óculos
Segurança em primeiro lugar!
A resina líquida pode causar irritação em contato com pele ou olhos.
Use luvas nitrílicas (evite látex), máscara com filtro para vapores orgânicos e óculos de proteção sempre que manusear resina e IPA.
Espaço ideal de trabalho
Não é necessário um laboratório, mas sim um ambiente limpo, arejado e organizado para trabalhar com impressão 3D de forma segura e produtiva.
Bancada dedicada: para a impressora e para os processos de lavagem e cura.
Ventilação: local com boa circulação de ar é essencial pelo uso de resina e IPA.
Iluminação: facilite o manuseio das peças e evite exposição à luz UV direta.
Tomadas acessíveis: impressora e máquina de cura demandam energia contínua.
Separação de área: não utilize a mesma bancada de alimentação. Separe o espaço para manter higiene e segurança.
Imagem de duas impressoras 3d.
Qual nicho escolher?
Essa escolha faz toda a diferença. Em vez de tentar fazer de tudo, escolha um mercado onde você possa gerar valor real. Aqui vão três perguntas para te guiar:
Qual dos segmentos você conhece melhor?
Onde você já tem contatos ou pode criar networking rápido?
Dois exemplos de impressões feitas com resina 3d para impressão.
Monte um plano de negócios simples
Não precisa de nada complexo. Mas é fundamental ter um plano, mesmo que inicial. Aqui vai um esqueleto que você pode seguir:
Nicho: quem você vai atender?
Defina um segmento onde você já tem acesso a clientes e valide o que fazer com impressora 3d para ganhar dinheiro nesse mercado. Descreva o problema que você resolve e o tipo de peça que entrega.
Produtos/serviços: o que exatamente você vai entregar?
Liste o seu serviço de impressão 3d, prototipagem rápida, pós-processo (lixa, primer, pintura), modelagem ou ajuste de arquivos. Deixe claro o que está incluído e o que é adicional.
Preço e margem: quanto custa para produzir e quanto você pode cobrar?
Calcule materiais, tempo de máquina e pós-processo. Registre esses dados por peça para evoluir em como precificar impressão 3d com segurança. Defina margem, políticas para urgência e níveis de acabamento.
Canais de venda: redes sociais, site, marketplace, B2B, boca a boca.
Priorize canais onde seu cliente decide rápido. No site, crie páginas por nicho com exemplos e depoimentos. Em B2B, desenvolva parcerias recorrentes. Nas redes, mostre processo e resultado.
Investimento inicial e metas: quanto você vai gastar e qual retorno espera em 3, 6 e 12 meses
Liste equipamentos, insumos e custos fixos. Estime pedidos mensais, ticket e ponto de equilíbrio. Estabeleça metas de validação e recorrência para ganhar dinheiro com impressora 3d de forma sustentável, alinhando capacidade produtiva e qualidade.
Tire do papel e crie valor com seu trabalho
Ter uma impressora 3D é uma coisa. Transformar isso em valor de mercado é outra.
A grande sacada aqui é: não venda só peças.
Venda soluções. Exclusividade. Venda o que outras pessoas não fazem com excelência.
A impressão 3D de resina te dá essa liberdade. E o mercado valoriza quem entrega com qualidade, rapidez e propósito
FAQ: Como empreender com impressão 3D de resina?
Como funciona impressão 3D de resina?
A luz UV cura camadas de resina líquida projetadas por uma tela LCD. Depois vem a lavagem em IPA e a cura final. Parâmetros certos reduzem retrabalho e elevam a qualidade.
O que é um serviço de impressão 3D bem posicionado?
É quando você resolve um problema específico de um público específico. Exemplo: modelos odontológicos com precisão e prazo definido, já com pós-processo e embalagem.
Como precificar impressão 3D?
Some materiais (resina, IPA, consumíveis) + hora de máquina + pós-processo + sua hora técnica + overhead. Aplique margem e modifique por urgência, complexidade e acabamento.
Como trabalhar com impressão 3D no dia a dia?
Padronize o fluxo: checagem do arquivo, fatiamento, impressão, lavagem, cura, inspeção e entrega. Use checklists e fotos macro para provar qualidade e reduzir refações.
Quais nichos são mais promissores para resina?
Odontologia digital (Dental Model, Gum), joalheria artesanal (Castable, Wax Pro), miniaturas/colecionáveis (Gamer, Pixel) e protótipos de produto (ABS-like, Tough). Escolha um para começar e desenvolva autoridade com cases e consistência de resultado.
Quanto preciso investir para começar?
Uma impressora LCD monocromática, Wash & Cure, EPIs, 2 kg de resina, 5 L de IPA e ferramentas básicas. Para iniciar bem, considere a Basic 1 kg e, quando fizer sentido, a Acqua Art para facilitar a lavagem em alguns casos.
Como captar clientes no início?
Portfólio enxuto no site, páginas por nicho, depoimentos, amostras físicas e parcerias B2B. Nas redes, mostre processo e bastidores. Responda orçamentos com SLA claro.
Empreender com impressão 3D é possível e mais acessível do que parece
Você não precisa de uma fábrica. Não precisa de um time gigante. E nem de anos de experiência.
Com um bom plano, uma impressora confiável, resina de qualidade e uma entrega alinhada ao mercado, você já pode começar a empreender com impressão 3D de resina.
A 3D Cure desenvolve resinas pensadas também para o empreendedor brasileiro: fáceis de imprimir, com ótimo acabamento e suporte técnico especializado.
Agora que você sabe por onde começar, a pergunta que fica é: você vai começar quando?
Você já pode começar seu negócio com impressão 3D de resina agora! Conheça a linha de resinas 3D Cure e comece com qualidade, suporte e preço justo.
A impressão 3D na odontologia vem se consolidando como uma das maiores inovações da odontologia moderna, revolucionando procedimentos clínicos e laboratoriais ao oferecer maior precisão, agilidade e personalização.
Entre as aplicações mais comuns está a fabricação de modelos de trabalho para diagnóstico e planejamento cirúrgico. No entanto, seu potencial vai muito além: a tecnologia já é amplamente utilizada em prótese dentária, implantodontia, cirurgia Bucomaxilofacial, ortodontia e diversas outras especialidades.
Neste artigo, você vai entender como a impressão 3D está transformando a prática clínica odontológica, conhecer suas principais aplicações e descobrir os benefícios dessa tecnologia na produção de modelos e dispositivos personalizados para cada paciente.
Quer comprar resinas odontológicas com o melhor custo-benefício?
A impressão 3D tem ganhado cada vez mais espaço na área de próteses, permitindo que os profissionais realizem a preparação, digitalização e impressão dos dentes em uma única sessão, mesmo em situações clinicamente complexas. O resultado é economia de tempo, redução de custos e maior previsibilidade clínica.
Na área de prótese, a impressão 3D pode ser aplicada nas seguintes situações:
Coroas e Pontes
O uso de coroas provisórias é uma etapa essencial no tratamento com próteses fixas. Afinal, elas não apenas protegem a estrutura dentária enquanto a peça definitiva não é instalada, como também devem atender a critérios mecânicos, biológicos e estéticos.
No método tradicional, a confecção dessas coroas depende fortemente da habilidade manual do operador, além de enfrentar limitações impostas pelas ferramentas de usinagem e pelas propriedades dos materiais disponíveis. Já com a impressão 3D, esse cenário muda completamente.
A tecnologia permite a produção de coroas com bordas mais precisas e excelente adaptação interna, superando, em muitos casos, os resultados obtidos pelas técnicas convencionais. Além disso, a consistência e a reprodutibilidade proporcionadas pela impressão 3D elevam a previsibilidade dos tratamentos protéticos e otimizam o tempo clínico.
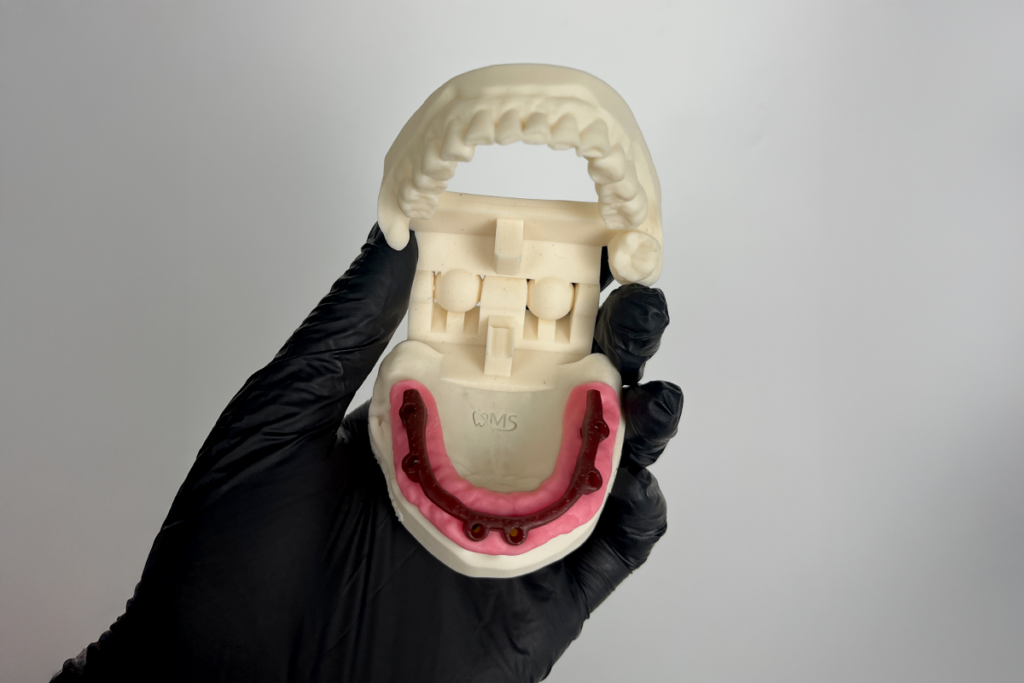
A impressão 3D também está avançando na produção de próteses totais, permitindo a criação de bases de resina diretamente a partir de arquivos CAD, sem a necessidade de moldes físicos ou ferramentas de corte.
Essa tecnologia traz mais agilidade ao processo, reduz etapas manuais e diminui o risco de erros. Apesar de ainda estar em fase de consolidação clínica, os resultados são promissores, especialmente na otimização do tempo de produção.
Modelo odontológico impresso em 3D com prótese sobre implante.
Próteses Parciais Removíveis (PPRs)
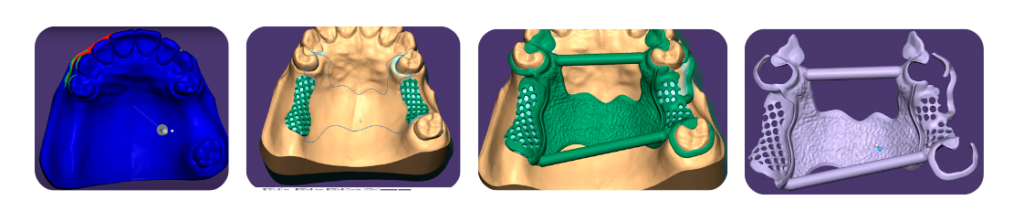
Com os avanços das tecnologias CAD/CAM, a fabricação de armações de próteses parciais removíveis (PPR) pode ser feita tanto por processos aditivos (impressão 3D) quanto subtrativos (usinagem CNC). A produção digital dessas armações segue um fluxo eficiente e altamente preciso, com etapas que incluem:
Escaneamento intraoral ou de bancada
Levantamento e ajuste digital
Design digital da estrutura
Impressão 3D do elemento
Queima e fundição
Esse método reduz o tempo de produção, melhora o ajuste e aumenta a previsibilidade clínica, marcando um novo padrão de qualidade para a PPR.
Modelo digital em 3D da prótese parcial removível.
Para obter o máximo desempenho desses processos, o uso de materiais adequados é indispensável. As resinas 3D Cure, por exemplo, são uma excelente escolha para a fabricação de coroas, pontes, barra de protocolo e PPR impressas em 3D. Formulada com carga de cera, ela garante uma queima limpa e sem resíduos durante o processo de fundição, otimizando tanto a qualidade da peça quanto a eficiência do laboratório.
A impressão 3D ortodôntica traz mais precisão, eficiência e personalização aos tratamentos. Entre suas aplicações estão:
Alinhadores invisíveis.
Retentores.
Aparelhos ortopédicos.
Guias para colagem de brackets.
Modelos de estudo e trabalho.
Placas miorrelaxantes.
Modelos de trabalho
Na ortodontia tradicional, os modelos de estudo para planejamento de tratamentos ortodônticos são feitos de gesso, o que os torna suscetíveis a perda, quebra e deterioração ao longo do tempo.
Comparados aos modelos de gesso, os modelos de trabalho produzidos por tecnologias de impressão 3D oferecem várias vantagens, como menor peso, maior resistência a danos, melhor durabilidade, maior resistência ao desgaste e a possibilidade de compartilhamento de dados digitais.
Aparelhos Ortodônticos Personalizados
A ortodontia visa corrigir dentes e mandíbulas desalinhados, além de problemas de má oclusão. A maioria dos tratamentos segue a teoria de pressão-tensão de Sandstedt, que aplica força externa para movimentar os dentes e promove remodelação óssea ao redor do ligamento periodontal (PDL).
Tradicionalmente, profissionais conduziam esse processo com modelos de gesso, volumosos, frágeis e sujeitos a imprecisões. Com o avanço da tecnologia, eles passaram a adotar a impressão 3D como alternativa mais eficiente, garantindo maior precisão na fabricação de dispositivos personalizados.
Impressão 3D em Cirurgia Odontológica
Na área cirúrgica, profissionais aplicam a impressão 3D para produzir guias cirúrgicos, modelos anatômicos e próteses personalizadas. Dessa forma, essa tecnologia oferece uma abordagem mais precisa e eficiente, contribuindo para:
Redução do tempo cirúrgico e dos custos;
Maior resistência mecânica dos dispositivos;
Agilidade no planejamento e execução dos procedimentos;
Menor risco intraoperatório.
A impressão 3D, com alta precisão e praticidade, transforma o planejamento e a execução das cirurgias, elevando a segurança e a previsibilidade dos resultados.
Vantagens da Impressão 3D na Odontologia
A impressão 3D com resina na odontologia é utilizada em diversas aplicações clínicas, como produção de modelos dentários, guias cirúrgicos, próteses e alinhadores personalizados.
Portanto, essa tecnologia de manufatura aditiva odontológica já impacta todas as etapas do atendimento, desde o diagnóstico até a reabilitação protética, oferecendo redução de tempo em consultório e laboratório, alta precisão, maior previsibilidade clínica e personalização de tratamentos, além de reduzir custos a longo prazo.
Diferente da manufatura subtrativa, a impressão 3D permite fabricar estruturas altamente complexas, tornando-se uma das principais inovações para o futuro da odontologia digital.
Principais vantagens da impressão 3D na odontologia
Agilidade nos processos: redução significativa do tempo de produção em consultório e laboratório.
Alta precisão: confecção de peças com encaixe mais exato e bordas bem definidas.
Personalização: dispositivos e próteses adaptados às necessidades individuais de cada paciente.
Maior previsibilidade clínica: resultados mais consistentes e reprodutíveis.
Redução de custos: otimização do uso de materiais e diminuição de etapas manuais.
Produção de geometrias complexas: fabricação de estruturas que seriam inviáveis em métodos tradicionais.
Menor risco de erros: fluxo digital reduz falhas associadas a moldagens manuais.
Durabilidade e resistência: peças com desempenho mecânico adequado para diferentes aplicações.
Compartilhamento digital: facilidade em arquivar, reproduzir ou enviar modelos em formato 3D.
Sustentabilidade: menor desperdício de materiais em comparação à usinagem tradicional.
Exemplo de Inovação acadêmica utilizando Impressão Digital na Odontologia (UFMG)
A impressão 3D na odontologia já não é apenas uma tendência, mas uma realidade que transforma consultórios e laboratórios em todo o mundo. Com aplicações que vão desde a confecção de próteses até guias cirúrgicos, alinhadores e modelos de estudo, essa tecnologia garante mais precisão, personalização e eficiência em todas as etapas do atendimento odontológico.
Ao adotar fluxos digitais e integrar a manufatura aditiva à prática clínica, o profissional conquista não apenas agilidade, mas também maior previsibilidade e segurança nos resultados. Essa combinação de inovação tecnológica e foco no paciente consolida a impressão 3D como um dos pilares da odontologia moderna.
Se você busca elevar a qualidade dos seus atendimentos e otimizar seus processos laboratoriais, conheça nossa linha de resinas para impressão 3D odontológicas desenvolvidas para oferecer desempenho superior, queima limpa e resultados confiáveis em próteses, coroas, PPRs e dispositivos personalizados.
ESCRITO E REVISADO PELA EQUIPE TÉCNICA DA 3D CURE:
Ana Luiza Silvestre – Graduada em química e Especialista em impressão 3D – UFMG Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
A modelagem 3D é o ponto de partida essencial para qualquer projeto de impressão. E com tantas opções de programas de modelagem 3d no mercado, dos mais simples aos mais avançados, é fácil se sentir perdido. Mas a escolha do software de modelagem 3d certo pode ser a diferença entre um resultado amador e um acabamento profissional.
Seja você iniciante, intermediário ou profissional, existe uma ferramenta que se adapta ao seu nível e tipo de projeto. Neste guia, reunimos os principais softwares de modelagem 3D, destacando seus pontos fortes e para quem eles são indicados.
Continue lendo e descubra qual é o software ideal para transformar suas ideias em modelos de alta qualidade para impressão 3D.
Quer comprar resina 3D com o melhor custo-benefício?
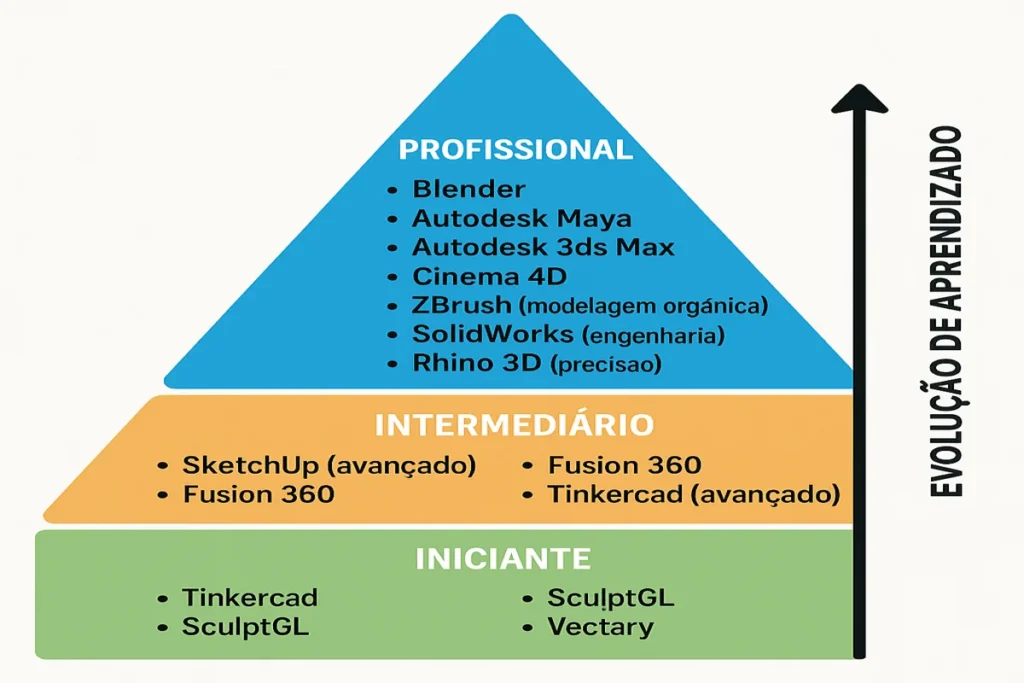
Software de modelagem 3D para iniciantes: Começando com o pé direito
Se você está dando os primeiros passos no mundo da modelagem 3D, provavelmente já se sentiu perdido diante de tantas opções de softwares, termos técnicos e recursos que mais confundem do que ajudam. Escolher o software certo pode fazer toda a diferença na sua jornada.
Antes de baixar qualquer programa, vale observar alguns pontos importantes como: interface amigável, comunidade ativa e tutoriais disponíveis, requisitos técnicos do computador, recursos essenciais e custo-benefício. Pensando nisso, selecionamos alguns softwares de modelagem 3D para iniciantes.
Por que usar? Gratuito, intuitivo e totalmente online, o TinkerCAD é ideal para quem está começando. Com uma interface simples, permite criar modelos básicos com formas geométricas e combinações.
Dica: Ótimo para projetos escolares ou para aprender conceitos básicos de modelagem.
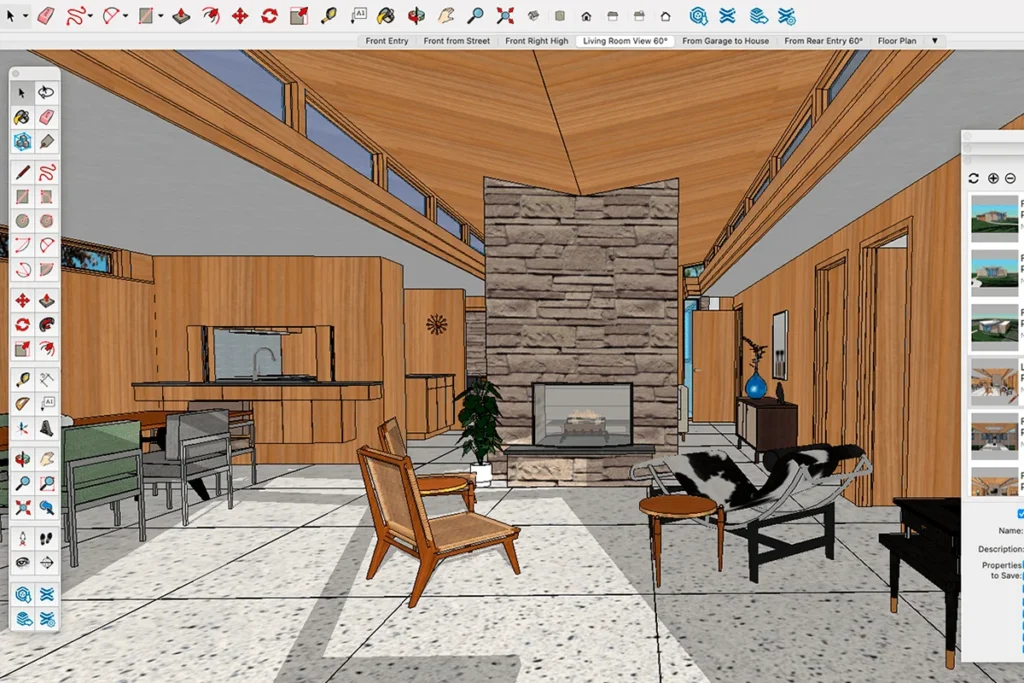
2. SketchUp Free
Por que usar? Com uma versão gratuita e fácil de usar, o SketchUp é perfeito para modelagem arquitetônica e design de produtos simples. Sua comunidade ativa oferece tutoriais e modelos prontos.
Dica: Ideal para projetos de design de interiores e protótipos básicos.
software de modelagem 3D para intermediários: dando o próximo passo
Se você já domina os fundamentos da modelagem 3D e está em busca de ferramentas mais robustas, com recursos avançados que permitam explorar novos níveis de criação, essa parte é para você.
Chegar ao nível intermediário significa que você já tem familiaridade com a interface dos softwares, entende conceitos como malhas, texturização e talvez até tenha feito seus primeiros projetos. Agora, é hora de buscar programas que ofereçam mais controle, personalização e liberdade criativa.
Nesta etapa, é importante observar os recursos avançados, compatibilidade com plugins e exportações profissionais, suporte à renderização de melhor qualidade e escalabilidade do software.
Reunimos abaixo os melhores softwares para quem está pronto para sair do básico e expandir suas possibilidades na modelagem 3D.
3. Blender
Por que usar? Gratuito e extremamente poderoso, o Blender é uma escolha versátil para quem deseja explorar modelagem avançada, animação e renderização.
Dica: Requer prática, mas oferece resultados incríveis para quem está disposto a aprender.
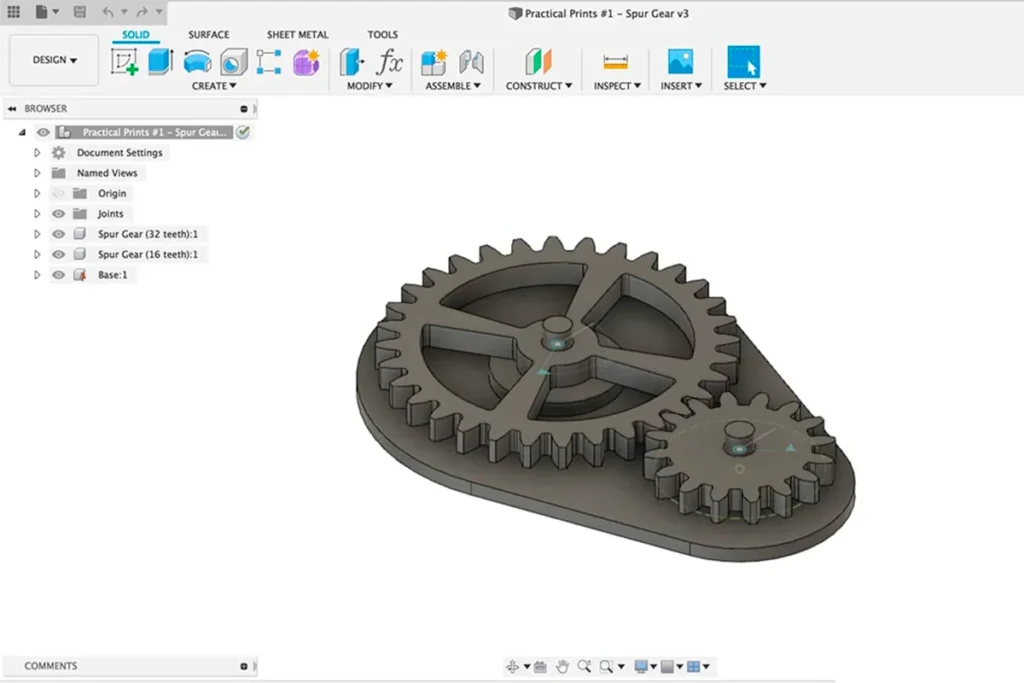
4. Fusion 360
Por que usar? Popular entre engenheiros e designers, este software da Autodesk combina ferramentas de modelagem sólida e paramétrica. Oferece uma licença gratuita para uso educacional.
Dica: Perfeito para criar peças mecânicas e protótipos funcionais.
Software de modelagem 3D para profissionais: máxima potência e precisão
Neste ponto da jornada, você já domina os conceitos da modelagem 3D, trabalha com fluidez em diferentes etapas do processo e precisa de ferramentas que ofereçam desempenho de ponta, precisão técnica e recursos avançados para atender às exigências do mercado.
Softwares profissionais vão além do básico: eles oferecem controle total sobre cada detalhe do projeto, desde a escultura mais refinada até simulações hiper-realistas e renderizações complexas, seja para jogos, animações, arquitetura ou design industrial.
Se você busca entregar resultados com qualidade de estúdio e produtividade otimizada, vale observar: desempenho avançada, recursos técnicos completos, integração com pipelines profissionais, customização e automação, além do suporte e credibilidade no mercado.
A seguir, você encontrará softwares para a profissionalização do seu trabalho.
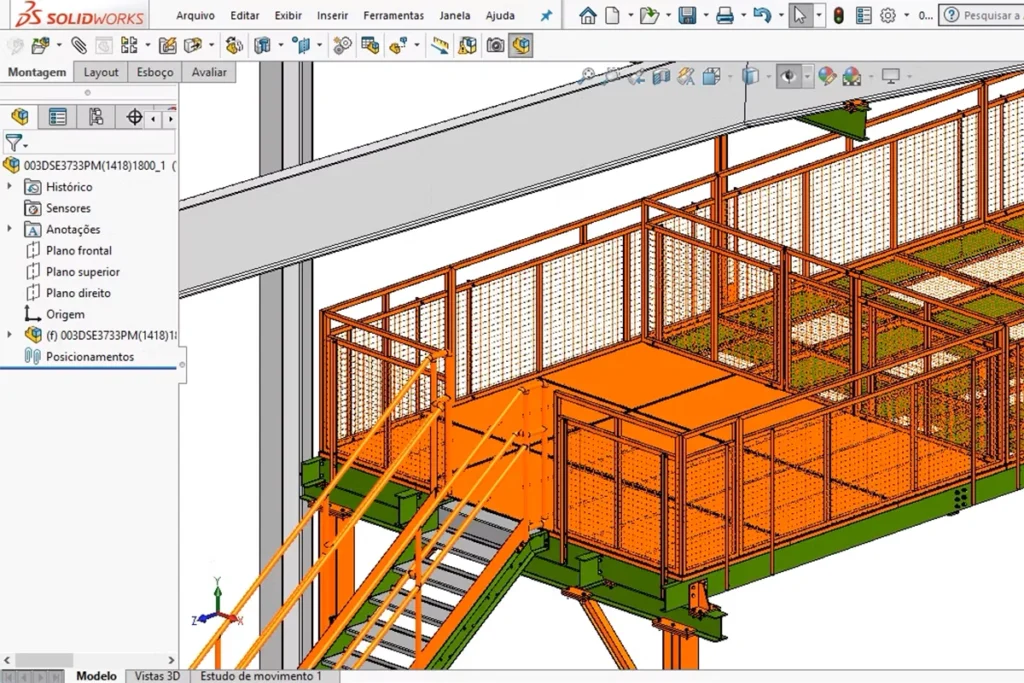
5. SolidWorks
Por que usar? Considerado um dos melhores para engenharia e design de produtos, o SolidWorks oferece ferramentas avançadas para modelagem paramétrica e simulação de peças.
Dica: Ideal para quem trabalha em projetos industriais e precisa de precisão.
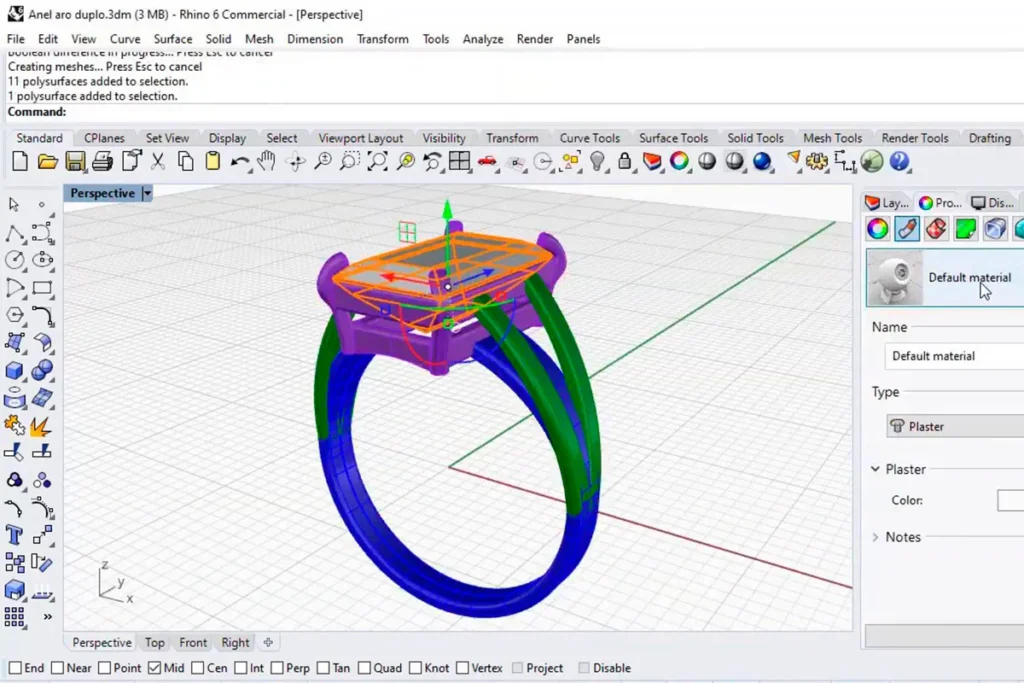
6. Rhinoceros (Rhino)
Por que usar? Amplamente usado por designers de joias, arquitetos e desenvolvedores de produtos, o Rhino oferece modelagem de precisão com foco em superfícies complexas.
Dica: Combine com o Grasshopper para automação e design paramétrico.
Como escolher o software de modelagem 3D ideal?
Antes de mergulhar no mundo da modelagem 3D, vale considerar alguns pontos importantes para escolher o software certo para você:
Nível de experiência: se você está começando, opte por programas com interface mais intuitiva e recursos básicos. À medida que evoluir, pode explorar ferramentas mais completas e avançadas.
Tipo de projeto: seu foco é engenharia, design artístico, arquitetura ou impressão 3D? Escolha o software que melhor atenda às necessidades específicas do seu projeto.
Orçamento: Muitos programas oferecem versões gratuitas ou educacionais — ideais para quem está dando os primeiros passos sem investir muito.
Por fim, agora que você conhece os melhores softwares de modelagem 3D, fica mais fácil escolher a ferramenta ideal para potencializar seus projetos na impressão 3D. Seja para criar peças técnicas, artísticas ou funcionais, o software certo faz toda a diferença na qualidade final.
Continue acompanhando o blog da 3D Cure para mais conteúdos, dicas, guias e soluções sobre o universo da impressão 3D. Sendo assim, se este conteúdo te ajudou, compartilhe com sua rede e conte nos comentários: qual é o seu software favorito para modelagem 3D?
ESCRITO E REVISADO PELA EQUIPE TÉCNICA DA 3D CURE:
Ana Luiza Silvestre – Graduada em química e Especialista em impressão 3D – UFMG
Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
Você já parou pra pensar como a impressão 3D está mudando o mundo ao nosso redor? Pois é, essa tecnologia que antes parecia coisa de filme de ficção científica já está fazendo uma baita diferença em várias áreas e a engenharia civil é uma delas.
Hoje, não estamos mais limitados a visualizar projetos só no papel ou em telas de computador. Com a impressão 3D, conseguimos criar maquetes físicas super detalhadas, que ajudam muito na visualização e apresentação de obras. Mas não para por aí. Já existem projetos de casas e estruturas inteiras sendo construídas com impressoras gigantes, utilizando materiais como concreto impresso. Imagina só: uma casa sendo “impressa” em poucos dias, com menos desperdício, mais precisão e um custo bem mais acessível!
Neste post, quero te mostrar como a impressão 3D está promovendo inovações reais no setor da engenharia civil e como ela pode mudar a forma como construímos e planejamos nossas cidades no futuro. Vamos explorar juntos esse assunto?
Quer comprar resinas de engenharia com o melhor custo-benefício?
A criação de maquetes em impressoras 3D é uma das aplicações mais populares dessa tecnologia na engenharia civil. O uso de resinas de alta qualidade, como a Pixel e a Basic da 3D Cure, possibilita produzir modelos tridimensionais detalhados e realistas, que oferecem diversas vantagens:
Detalhamento excepcional: a resina Pixel é ideal para maquetes que exigem superfícies precisas e acabamento profissional, permitindo observar até os menores elementos estruturais.
Eficiência no processo de produção: os baixos tempos de exposição garantem rapidez, especialmente em impressoras monocromáticas de alta resolução.
Visualização aprimorada: as cores opacas e vibrantes da resina Pixel tornam os detalhes mais fáceis de identificar, enquanto a resina Basic oferece acabamento uniforme e suavidade nas superfícies.
Menor desperdício: ambas possuem baixa viscosidade, reduzindo excessos e facilitando a limpeza do tanque, otimizando o processo de fabricação.
Prédio em impressão 3D utilizando a resina Basic 3D CURE.
Imagem disponibilizada por: @eduardomaquet
Imagem disponibilizada por: @eduardomaquet
Essas características tornam as resinas Pixel e Basic excelentes escolhas para projetos arquitetônicos e de engenharia, onde a precisão e a qualidade visual são fundamentais.
Construção de Estruturas com Impressão 3D
Embora a criação de maquetes seja uma das aplicações mais difundidas, a impressão 3D também está sendo usada para construir estruturas reais. Essa abordagem, chamada de construção aditiva, traz benefícios como:
Redução de desperdícios: a técnica utiliza apenas o material necessário para a construção, minimizando sobras.
Liberdade de design: possibilita criar formas complexas e personalizadas, muitas vezes inviáveis com métodos tradicionais.
Sustentabilidade: permite o uso de materiais recicláveis e sustentáveis, como concreto reciclado e biopolímeros.
Impressora 3D em concreto. Disponível em: https://www.engineme.org/blog/impressao-3d-na-construcao-civil Acesso em: 08/04/2025 ás 12:58h.
Primeira ponte para circulação de pedestres impressa em 3D em Amsterdam. Disponível em: https://www.engineme.org/blog/impressao-3d-na-construcao-civil Acesso em: 08/04/2025 ás 12:58h.
Exemplos Reais de Aplicações de impressão 3d na construção civil
Diversas empresas têm investido na impressão 3D em projetos de engenharia civil, demonstrando seu potencial revolucionário. Alguns casos notáveis incluem:
Apis Cor: Uma empresa russa conhecida por imprimir casas inteiras em apenas 24 horas, utilizando concreto como material principal.
Winsun: Empresa chinesa que já construiu edifícios de até 5 andares usando impressoras 3D gigantes e concreto reciclado.
MX3D (Holanda): Criação de uma ponte de aço inoxidável em Amsterdã, impressa em 3D por robôs industriais com braços mecânicos.
Esses exemplos mostram como a tecnologia está sendo usada não apenas para construção rápida, mas também para criar estruturas arquitetônicas inovadoras e sustentáveis.
Casa impressa em 3D pela empresa Apis Cor. Disponível em: https://exame.com/tecnologia/casa-na-russia-foi-impressa-em-3d-com-apenas-24-horas/ Acesso em: 08/04/2025 ás 16:19h.
Prédio sendo construído com impressão 3D. Disponível em: https://www.industria40.ind.br/noticias/23840-empresa-alema-esta-construindo-maior-predio-impresso-3d-europa Acesso em: 09/04/2025 ás 15:00h.
O Futuro da impressão 3d na construção civil
Com os avanços tecnológicos contínuos, a impressão 3D está se consolidando como uma ferramenta essencial para engenheiros civis, arquitetos e designers. Além de possibilitar a criação de estruturas inovadoras, ela pode ser uma aliada na busca por soluções mais sustentáveis e acessíveis.
Perspectivas para o futuro da impressão 3D na engenharia civil:
Uso de inteligência artificial para otimizar os designs impressos.
Criação de materiais mais resistentes e ecológicos.
Popularização da impressão 3D para projetos habitacionais em larga escala, especialmente em áreas carentes.
Bairro construído com impressão 3D em Georgetown, no Texas. Disponível em: https://inbec.com.br/blog/texas-viu-nascer-um-bairro-casas-construidas-com-maior-impressora-3d-mundo. Acesso em: 09/04/2025 às 15:36h.
Referências Bibliográficas
Bock, T., & Linner, T. (2021). *Construction Robots: Elementary Technologies and Single-Task Construction Robots*. Springer.
Bos, F., Wolfs, R., Ahmed, Z., & Salet, T. (2021). “3D printing concrete structures: Current trends and future directions.” *Cement and Concrete Research*, 140, 106355.
Wu, P., Wang, J., & Wang, X. (2021). “A critical review of the use of 3D printing in the construction industry.” *Automation in Construction*, 132, 103914.
Kim, J., & Ma, S. (2023). “3D printing technologies for sustainable construction: A review.” *Journal of Cleaner Production*, 385, 135832.
ESCRITO E REVISADO PELA EQUIPE TÉCNICA DA 3D CURE:
Ana Luiza Silvestre – Graduada em química e Especialista em impressão 3D – UFMG
Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG