Está tendo problemas com impressão 3D? Criamos uma lista com os problemas na impressão 3D com resina. São problemas muito comuns ao utilizar uma impressora 3D de resina e te ensinamos a resolvê-lo!
Afinal, ao fazer um trabalho com impressora 3D podem ocorrer erros e problemas. Saber como identificar o problema e sua causa é o primeiro passo para saber como corrigir. Por isso, separamos 8 dicas com problemas na impressão 3D e suas resoluções.
Não fique sem utilizar sua impressora 3D! Confira.
A impressão 3D acabou e nada foi impresso.
Sua impressão acabou e nada foi impresso? Qualquer um dos seguintes fatores, ou uma combinação deles, fazem com que a impressão não ocorra. Por isso, listamos os fatores de forma sequencial dos mais recorrentes para os menos recorrentes.

Imagem: https://support.formlabs.com/s/article/Non-Adherence?language=en_US
Tempo de Exposição das Camadas de Base Insuficiente
Essa é a principal causa para que nada seja impresso na plataforma de impressão. Afinal, as camadas de base têm a função de aderir a peça impressa à plataforma de impressão e caso o tempo de exposição utilizado nessas camadas seja baixo, elas não terão uma boa adesão e se descolarão da plataforma.
Como resolver esse problema?
- Aumente o tempo de exposição das camadas de base.
- De uma forma geral, para as resinas 3D Cure da linha Basic, Gamer ou Tough em impressoras 3D convencionais use tempos entre 30-50s e para impressoras monocromáticas “mono” entre 10-20s. A Resina 3D Cure Flex precisa de tempos ainda menores.
- Portanto, se a peça não grudou, vá aumentando o tempo em 10s para as impressoras convencionas ou 5s para mono. Aumentar o número de camadas de base também pode ajudar, use entre 5-10 camadas.
- Lembre-se que para esse tipo de falha, a sua impressão ficará grudada no filme FEP dentro do tanque de resina. Sendo assim, não se esqueça de retirá-la antes de iniciar a próxima impressão.
Calibração Incorreta da impressora 3D
A calibração da impressora deve ser realizada periodicamente para evitar problemas na impressão 3D. Contudo, não é necessário recalibrar a impressora entre uma impressão e outra, mas sim quando realizar a troca de algum componente como o FEP, tela de LCD ou caso tenha problemas para descolar uma peça da plataforma e isso a descalibre. Afinal, algumas impressoras já têm um sensor de calibração automático, mas muitos outras não.
Nesses casos, utiliza-se um pedaço de papel na calibração que é colocado entre a tela de LCD e a plataforma de impressão para se definir o z=0. Essa medida de z=0 é definida como a altura da plataforma onde a impressão começa. Portanto, ajuste de forma a se conseguir remover o papel sem esforço, porém sentido que o papel toca a plataforma. Essa é uma medida muito relativa e pode gerar erros na calibração.
Caso o z=0 fique muito elevado, o tempo de exposição utilizado nas camadas de base será insuficiente para aderir a peça na plataforma e isso impedirá que a peça grude na plataforma.
Como resolver o problema
- Certifique-se que a calibração seja feita corretamente, e se for o caso de usar a calibração com o papel, garanta que ele saia com uma certa resistência para que a distância do z=o fique correta. Além disso, vários fabricantes de impressoras 3D de resina têm vídeos em redes sociais mostrando o processo de calibração, assistir os vídeos ajudará bastante!
Tela de LCD Queimada
As telas de LCD das impressoras 3D mais populares têm um tempo de vida útil relativamente curtos e podem se queimar, sendo necessária a sua reposição. As impressoras monocromáticas tiveram avanços tecnológicos que possibilitaram o uso de menores tempos de exposição para imprimir as peças, e isso preserva mais a vida útil das telas.
Sendo assim, se sua tela estiver queimada, a peça não será impressa e para saber se este é o seu caso, retire o tanque de resina da impressora, e no menu “tools” aperte a tecla “calibrate” ou “exposure” ou “uv detection” para visualizar uma forma de quadrado emitida com a luz UV na tela.
Portanto, caso esse quadrado não apareça, possivelmente sua tela está queimada e será necessário substituí-la. Também existem inúmeros vídeos que ensinam a fazer esse procedimento na internet, assistir os vídeos ajuda bastante!
Como resolver o problema?
Temperatura do Ambiente pode gerar problemas na impressão 3D
A temperatura do ambiente é um parâmetro que desempenha um importante papel durante o processo de impressão. Por isso, utilizar uma resina muito fria pode levar a um endurecimento inconsistente durante a impressão, pois aumenta a viscosidade da resina e diminui a velocidade das reações químicas que ocorrem durante a exposição da luz UV.
As resinas para impressão 3D da 3D Cure apresentam a vantagem de serem pouco viscosas e sofrem menos esse impacto do efeito da diminuição da temperatura.
Como resolver o problema?
- Mudar a impressora para um ambiente mais quente ou para um lugar próximo a uma fonte de calor. Investir em uma solução para aquecimento da câmara da impressora.
Suportes não se aderem completamente à plataforma.

Imagem: https://support.formlabs.com/s/article/Print-Defects?language=en_US
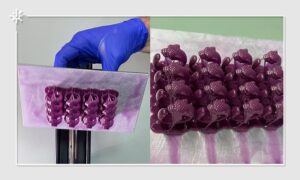
Ao finalizar a impressão, você percebe que o suporte não aderiu corretamente à plataforma, deformando sua peça impressa. Isso pode ocorrer se o tempo de exposição das camadas de base ainda é insuficiente, se a plataforma estiver desnivelada, se o FEP estiver frouxo ou danificado ou se houver presença de resíduos sólidos no fundo do tanque.
Dessa forma, algumas estratégias simples podem ajudar a solucionar esse problema, veja a seguir.
Como resolver o problema?
- Aumentar um pouco o tempo de exposição das camadas de base;
- Recalibrar sua impressora, garantindo um alinhamento correto entre a tela de LCD e a plataforma.
- Conferir se existe material sólido e limpar o tanque;
- Agitar a resina pigmentada que estiver no tanque antes da impressão;
- Manter o FEP sempre bem esticado.
Os suportes imprimem, a peça não.

Imagem: https://3dprinting.stackexchange.com/questions/12142/sla-printing-piece-does-not-stick-to-supporting-structures
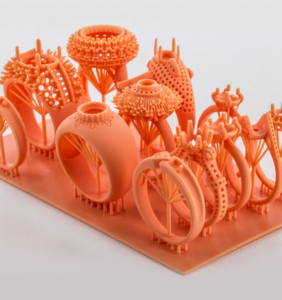
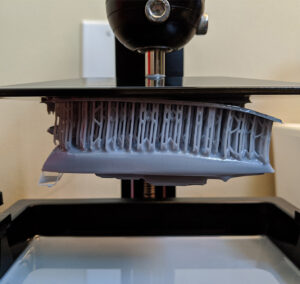
Ao concluir a impressão, você visualiza as camadas de base e os suportes, mas o objeto não? Esse erro ocorre devido a um problema de aderência entre a peça principal (objeto) e os suportes.
O contato entre a peça e o suporte é muito fino, feito propositalmente para não marcar a peça durante a remoção dos suportes. Isso pode se tornar um problema, pois a ponta do suporte pode não ter resistência suficiente para apoiar a peça principal durante os movimentos de subida e descida da plataforma e acabam se rompendo.
Desse modo, esse problema se torna ainda mais presente em resinas flexíveis (3D Cure Flex) e semi-flexíveis (3D Cure Tough), pois as pontas são mais flexíveis e ficam mais susceptíveis a movimentação. Portanto, veja a seguir como resolver:
Como resolver o problema:
- Aumentar o tempo de exposição das camadas normais para melhorar a adesão, favorecendo a fixação do objeto no suporte;
- Aumentar a densidade de suportes no modelo 3D para distribuir melhor o peso do objeto;
- Adicionar suportes extras manualmente nas posições que sofrerão maior esforço. Normalmente na primeira região onde sua peça começa a ser impressa.
- Aumentar a espessura da ponta dos suportes;
- Alterar a orientação da peça, diminuindo a necessidade de tantos suportes.
Impressão 3D sem detalhes.


Imagem: https://www.reddit.com/r/AnycubicPhoton/comments/hbcyqd/fine_detail_missing_on_my_miniatures_need_help/
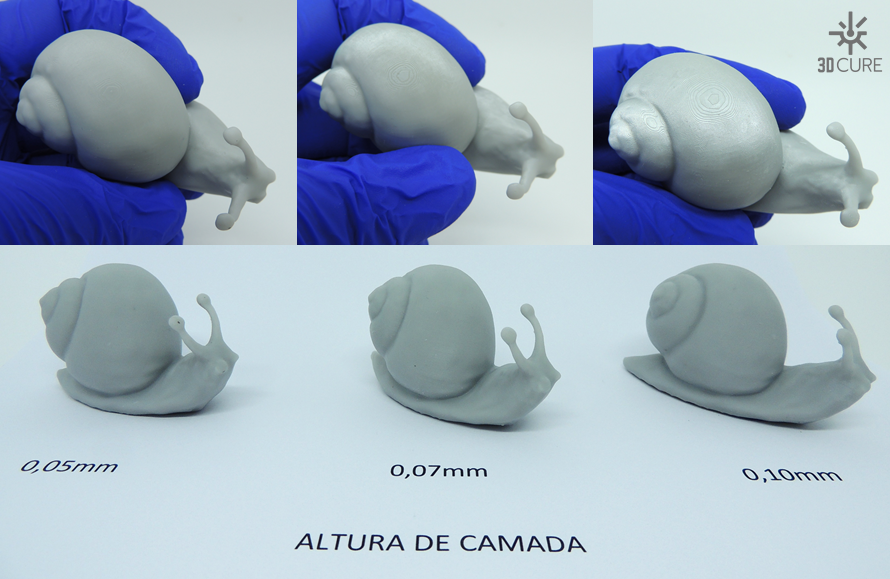
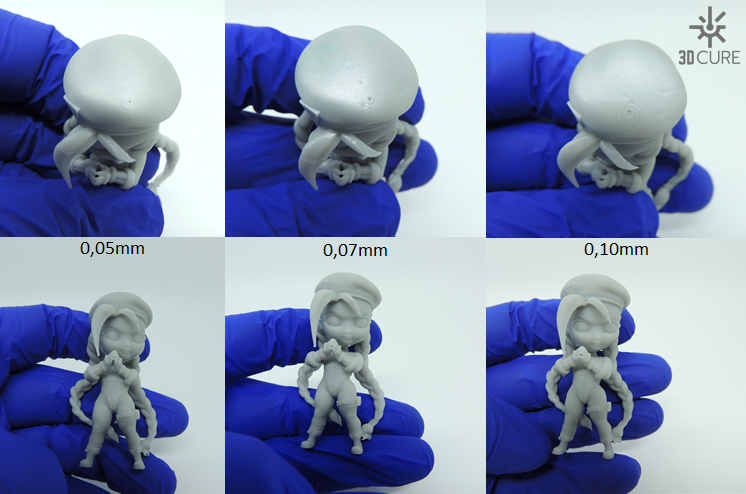
Ao final da impressão você observa que a peça foi impressa sem o mesmo nível de detalhes do modelo 3D, ou até mesmo com fragmentos gelatinosos aderidos na superfície e/ou orifícios fechados? Esse comportamento é observado quando se utiliza um tempo excessivo nas camadas normais.
Como resolver o problema:
- Diminuir o tempo de exposição das camadas normais. Se você também observar a formação de fragmentos gelatinosos grudados no fundo do tanque, diminua também o tempo de exposição das camadas de base.
⚠️ Pare de desperdiçar resina com falhas
A maioria dos erros acontece por material de baixa qualidade. Garanta impressões perfeitas com a nossa resina profissional.
VER OFERTAS BLACK FRIDAY ➔
🔥 Estoque limitado para a promoção
Peças impressas com furos verticais.


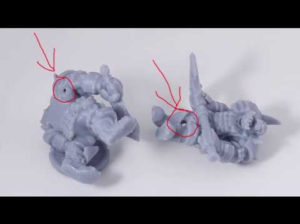
Imagem: https://www.reddit.com/r/AnycubicPhoton/comments/nz9zcq/residue_on_lcd_or_dead_pixels/
Ao final da impressão, você observa furos e/ou linhas verticais na sua peça? Esse comportamento é comum quando o LCD apresenta regiões com pixels queimados, impedindo a impressão de determinadas regiões.
Como resolver o problema:
Infelizmente a solução para este problema é a troca da sua tela de LCD.
Dicas:
- Alternar a posição das impressões por toda a plataforma ao invés de sempre imprimir na região central pode ajudar na vida útil da tela LCD;
- Use a UV Paste da 3D Cure para tampar os furos e não perca sua peças.
Peças impressas não desgrudam da plataforma.

Imagem: https://www.reddit.com/r/AnycubicPhoton/comments/g7hpnq/print_stuck_to_build_plate_any_advice/
Após a impressão, você não consegue remover a peça da plataforma e acaba danificando-a durante a retirada? Esse problema na impressão 3D está associado ao excesso de tempo nas camadas de base e/ou grande área de contato entre peça e plataforma.
Como resolver o problema?
- Imprima peças sobre estruturas de suportes ao invés de imprimir diretamente na plataforma
- Diminuir o tempo de exposição das camadas de base;
- Posicionar a peça inclinada de forma a reduzir a área de contato com a plataforma;
- Deixar a peça imersa em álcool isopropílico por alguns minutos para facilitar a retirada.
Peças ficam com a superfície grudenta.

Imagem: https://hackaday.com/2020/06/04/3d-printering-sticky-resin-prints-and-how-to-fix-them/
É muito importante realizar uma boa lavagem da peça após a impressão. Faça a limpeza com álcool etílico ou isopropílico com concentração superior a 95%. O álcool garantirá a remoção completa da resina líquida que estiver na superfície da peça impressa. Desse modo, use uma escova para ajudar a limpar furos e cavidades da peça.
Se sua peça for oca, lembre-se de fazer furos na peça e limpe sua parte interna para remover a resina que fica aprisionada. Lembre-se também de remover completamente o excesso de álcool utilizado na limpeza da parte interna.
Além disso, não deixe sua peça imersa em álcool por muito tempo, pois ele será absorvido pela peça fazendo com que ela trinque posteriormente.
As resinas 3D Cure foram desenvolvidas com insumos de alta qualidade para facilitar o processo de remoção da resina da superfície dos objetos.
Peças trincam após alguns dias após a impressão com resina 3d.

Imagem: https://www.reddit.com/r/ElegooMars/comments/hey1p8/flawless_print_cracked_after_curing_and_removing/
A principal causa para as trincas que aparecem após alguns dias é a cura incompleta. Especialmente em peças opacas, onde a passagem da luz para o interior da peça é reduzida. Sendo assim, o objeto deve ser exposto a um processo de pós-cura em câmaras UV especificamente desenvolvidas para essa finalidade ou na luz solar direta por pelo menos 15-20 minutos.
Afinal, tempos inferiores não são suficientes, gerando uma cura incompleta que continuará se propagando pelos próximos dias, levando ao surgimento de trincas. Além disso, câmaras UV improvisadas, lâmpadas de luz negra e cabines UV para esmaltes podem não funcionar corretamente, caso não apresentem luz UV com frequência e intensidade correta.
Outros motivos que podem levar a trincas nas peças são:
Tempo excessivos de imersão da peça no álcool durante a lavagem ou o uso de paredes muitos finas em peças ocas.
Como resolver o problema:
- Lave seu objeto por poucos minutos no solvente, limpando-o por fora e por dentro (no caso de peças ocas). Para isso, use uma escova para auxiliar na limpeza;
- Cure o objeto por pelo menos 30 minutos em câmaras UV profissionais ou radiação solar direta. Se possível, dê preferência para a luz solar, ela apresenta boa intensidade, apresenta radiações UV com frequência adequada para cura das peças e o melhor, não tem custo;
- Em objetos ocos, use 3mm de espessura de parede, com essa espessura seu objeto apresentará resistência suficiente e evitará trincas. Não se esqueça de fazer furos de drenagem nas peças. E para tampar os furos posteriormente use a UV Paste da 3D Cure;
- Se você utiliza um método alternativo para realizar a pós-cura, como em cabines de esmalte, lâmpada de luz negra ou outra técnica e está em dúvida se a cura realizada foi completa, você pode fazer o seguinte teste; Coloque um pouco de sua resina 3D Cure ainda líquida para cura na sua câmara, garanta que a espessura da camada de resina usada para teste seja de 3mm ou a mesma que você usa nas suas peças e veja quanto tempo ela demora para se solidificar completamente. Esse é um tempo mínimo que você deverá deixar sua peça curando na sua câmara;
Outros problemas na impressão 3D
Outros erros podem aparecer, o que recomendamos é que entre em contato com o suporte do seu equipamento para buscar mais informações sobre os erros apresentados. Além disso, frequentar forums e comunidades focadas em impressão 3D pode te ajudar a identificar os problemas na impressão 3D mais comuns entre os usuários.
Por fim, em casos extremos, procure a assistência técnica mais próxima.
E aí, gostou das dicas? Continue acompanhando no nosso blog para ter acesso a mais conteúdos sobre impressão 3D de resina. Conhece problemas na impressão 3D que não comentamos na postagem, deixe um comentário com detalhes.
Siga-nos também em nossas redes sociais @3dcure.
Escrito e revisado pela equipe técnica da 3D Cure:
Ana Luiza Silvestre – Graduada em química, Mestranda em engenharia de materiais e Especialista em impressão 3D – UFMG
Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
contato@3dcure.com.br – (31) 3665-1383