Galvanoplastia: como transformar impressão 3D em peças de metal?
A impressão 3D em resina tem ganhado cada vez mais espaço pela sua precisão, versatilidade e capacidade de criar geometrias complexas. No setor calçadista, essa tecnologia já vai além dos protótipos e moldes: hoje, também pode ser usada na fabricação de componentes finais, como fivelas, enfeites e acessórios personalizados utilizando a galvanoplastia .
Nesse contexto, a galvanoplastia surge como uma solução estratégica para transformar peças impressas em resina em itens com aparência metálica, maior resistência e alto valor perceptível.
Sendo assim, neste texto vamos mergulhar no processo de construção de componentes por meio da galvanoplastia, explorando como essa tecnologia une impressão 3D, química e design para transformar resina em peças metalizadas.
Galvanoplastia: transformando impressão 3D em peças de metal
Já sabemos que a utilização da impressão 3D de resina cresce fortemente devido à sua precisão e versatilidade incomparáveis. No entanto, estamos vivendo um novo momento.
Para além da construção de protótipos ou moldes para injeção e fundição, o setor calçadista agora utiliza peças impressas na fabricação de componentes finais, unindo química e design complexo para criar acessórios exclusivos de maneira rápida e ágil.

Nos processos tradicionais, a impressão é vista apenas como um mockup de validação. Embora o desenvolvimento de técnicas de fundição com resinas calcináveis já tenha otimizado o mercado, diminuindo, por exemplo, o tempo de modelagem manual, a verdadeira revolução está em usar a impressão 3D diretamente na peça final.
Esse avanço gera economia de material, reduz o tempo de produção e proporciona a criação de peças mais complexas, distintas e personalizadas.
Impressão 3D para componentes de calçados
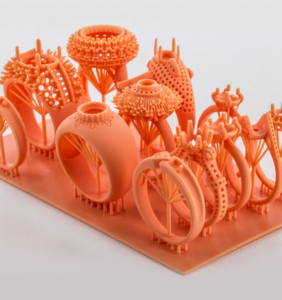
Na produção de componentes para calçados, como fivelas, enfeites e acessórios decorativos, a impressão 3D em resina permite desenvolver formas detalhadas e criativas com mais liberdade de design.
Com a galvanoplastia, essas peças podem receber uma camada metálica sobre a superfície, combinando a leveza e a precisão da resina com o acabamento visual e as propriedades do metal.
Como é feito o processo de galvanoplastia em componentes de impressão 3D?
As resinas fotopoliméricas são naturalmente isolantes elétricas. Por isso, é necessário realizar um tratamento prévio para tornar sua superfície condutiva.
Essa preparação permite que a peça receba posteriormente os depósitos metálicos responsáveis pelo acabamento e pelas propriedades desejadas.
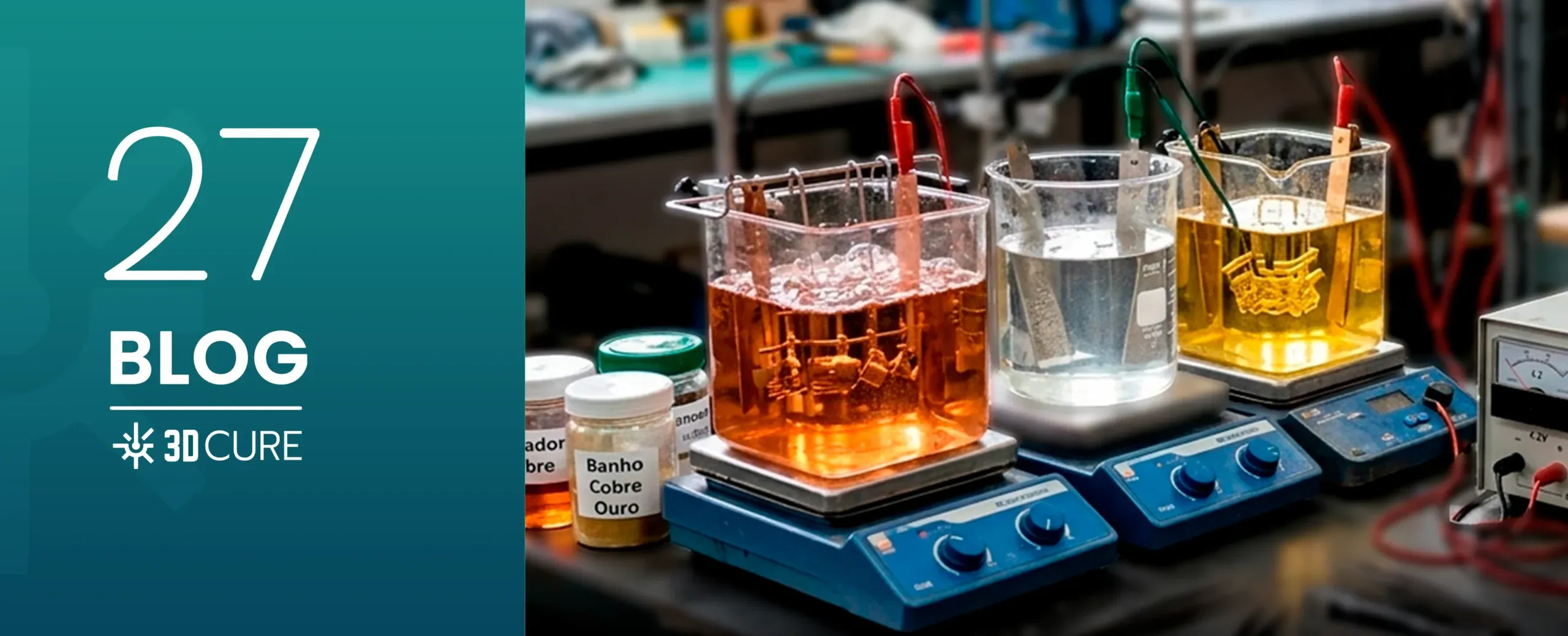
A partir disso, aplica-se a técnica de galvanoplastia, um processo eletroquímico que promove a deposição de uma camada metálica sobre a superfície da peça impressa.
Linha do tempo do fluxo de galvanoplastia
O sucesso da galvanoplastia depende de quatro etapas principais: concepção do design, pré-tratamento da peça, controle químico e inspeção final do material.
1. Concepção do design
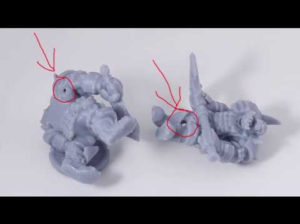
O desenho da peça deve prever o fluxo do líquido, evitando acúmulos em buracos ou regiões em que a peça não receba o banho uniformemente.
Essa etapa é fundamental porque o design influencia diretamente a qualidade da cobertura metálica e o resultado final do acabamento.
2. Pré-tratamento da peça
Nesta etapa, é feita a limpeza minuciosa da superfície, removendo qualquer vestígio de sujeira e preparando quimicamente a peça impressa para torná-la condutiva.
Esse preparo permite e garante que a camada de metal fixe corretamente na superfície da peça.
3. Controle dos parâmetros de galvanoplastia
É muito importante o monitoramento constante do banho eletrolítico para controlar fatores como temperatura, acidez, pH, concentração dos metais e corrente elétrica.
Esse controle garante que a camada metálica se deposite de forma estável, uniforme e com a qualidade necessária para o uso final.
4. Acabamento após galvanoplastia
Após o processo de deposição metálica, a peça passa pela etapa de acabamento e inspeção. Nesse momento, o material é avaliado para verificar se o revestimento está aplicado corretamente.
5. Inspeção final do material
O material é testado para verificar se a espessura do revestimento está correta, se há aderência e se o acabamento visual está livre de bolhas ou falhas.

Quais são as vantagens de aplicar galvanoplastia em peças impressas em resina 3D?
A aplicação da galvanoplastia em peças impressas em resina 3D oferece benefícios que vão além do visual. O processo também pode melhorar propriedades funcionais importantes para diferentes aplicações.
- Aumento da durabilidade: camadas de metais duros, como o cromo, aumentam a resistência ao desgaste por atrito e riscos.
- Melhoria elétrica e térmica: garante alta condutividade em contatos eletrônicos, com metais como ouro e prata, além de maior dissipação térmica.
- Redução de atrito: melhora o deslizamento de peças móveis, reduzindo a necessidade de lubrificantes.
- Acabamento estético: proporciona brilho, uniformidade e visual sofisticado, seja espelhado, fosco ou acetinado.
- Economia de custos: permite usar uma base estrutural mais econômica e aplicar o metal nobre ou mais caro apenas na superfície.

Galvanoplastia vai além da estética
A galvanoplastia vai muito além da estética. Seja protegendo componentes na eletrônica ou dando o brilho final a uma joia, ela é a ciência que une resistência e beleza.
Portanto, esse processo permite que materiais simples ganhem novas propriedades com economia e rapidez, transformando peças impressas em resina em componentes mais resistentes, sofisticados e valorizados.
Galvanoplastia e impressão 3D: química, design e produção ágil
Por fim, a combinação entre impressão 3D em resina e galvanoplastia abre novas possibilidades para a criação de componentes finais, especialmente em segmentos que exigem personalização, acabamento visual e agilidade no desenvolvimento.
No setor calçadista, essa união permite criar fivelas, enfeites e acessórios com formatos complexos, acabamento metálico e alto valor agregado, sem depender exclusivamente dos processos tradicionais de fabricação.
Assim, a tecnologia transforma a resina em uma base estratégica para peças metalizadas, unindo liberdade criativa, economia de material e resultados visualmente sofisticados.
Escrito por:
Sofia Speridião — Designer Gráfica, pós-graduanda em Inbound Marketing e Assistente de Marketing na 3D CURE.
Revisado pela equipe técnica da 3D Cure:
Felipe Ferreira — Graduado em Química, Mestre em Engenharia Química e Especialista em Impressão 3D — UFMG.
Ana Luiza Silvestre — Graduada em Química e Especialista em Impressão 3D — UFMG.
Contato:
contato@3dcure.com.br — (31) 3665-1383