
Neste texto iremos te ajudar a entender para que serve cada parâmetros impressão 3D de resina e como configurar. Sendo assim, com as dicas que vamos dar, você fará a correta utilização da sua impressora 3D. Além disso, vai aprender a imprimir com impressora 3D utilizando o parâmetros de impressão 3D corretos.
Sendo assim, se você tem dúvidas na hora de cadastrar uma informação, se acalme: vamos te ajudar. Na 3D Cure a gente tem um time de especialistas em impressão 3D e nós vamos te guiar para você não errar na hora da impressão.
Antes de começar, para esse artigo usaremos a versão básica do Chitubox V1.9.1 que é um dos fatiadores gratuitos mais utilizados, ele é bastante intuitivo e fácil de usar.
Bora começar a imprimir 3D com qualidade? Vamos lá!
Quer comprar resinas de uso geral com o melhor custo-benefício?
Como configurar os parâmetros de impressão 3D em impressoras 3D.
Instale o Chitubox V1.9.1 e entre na aba de configurações no lado direito da tela.

Na tela de configurações, a primeira coisa a se fazer é cadastrar sua impressora. Para isso, clique no ícone para incluir uma nova impressora no canto superior esquerdo da tela e selecione a sua impressora. Você também pode excluir outras impressoras cadastradas clicando no ícone da lixeira ao lado.
Aba Impressora
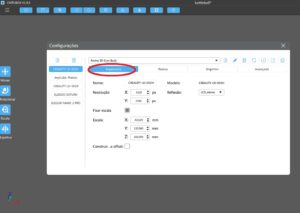
Na aba impressora, os parâmetros são automaticamente ajustados quando você seleciona sua impressora. Neste tutorial usaremos a impressora LD002H da Creality como exemplo.
Mas se a sua impressora não estiver na lista, você também pode usar o modelo genérico de impressora “Defaut” que já vem cadastrada para preencher os parâmetros da sua impressora.
Neste caso você precisará de algumas informações específicas que possivelmente estarão no manual ou no site do fabricante. A boa notícia é que a maioria das impressoras já está cadastrada e se esse for o seu caso, você já pode pular para a próxima sessão deste texto.
- Nome – Nome da impressora;
- Modelo – Modelo da impressora;
- Resolução X Quantos pixels a tela de lcd da sua impressora possui na direção X;
- Resolução Y Quantos pixels a tela de lcd da sua impressora possui na direção Y;
Reflexão: O tipo da sua impressão 3D (LDC, DLP, SLA). A grande maioria das impressoras é LCD. NEste caso use “LCD_Mirror”; - Fixar escala Se selecionado, quando você alterar alguma das escalas X, Y, Z abaixo deste icone, as outras alteram junto de forma proporcional. Se o ícone não estiver selecionado, você altera cada escala individualmente, sem alterar os outros;
- Escala X Largura da sua tela de LCD (eixo X);
- Escala Y Comprimento da sua tela de LCD (eixo Y);
- Escala Z Altura máxima para impressão (Eixo Z);
- Construir Área offset Este ícone deve ser selecionado caso sua tela de LCD apresenta áreas inutilizadas nas bordas, áreas sem pixels.
Aba de resina 3D
Nesta aba existem 3 campos relacionados à resina que você deve preencher. Consulte seu fornecedor para obter esses dados, eles também podem estar no site do fabricante. As informações sobre a resina não irão interferir na sua impressão, mas são importantes para fazer um cálculo de quanto material você precisará para realizar a impressão e qual será o custo aproximado.
Tipo resina
Neste campo você pode colocar qual é o tipo de resina utilizada, por exemplo, resina flexível, resina rígida, resina semi-flexível, resina lavável com água, etc.
Densidade resina
Neste campo você deverá colocar qual a densidade da resina utilizada. Para as resinas 3D Cure, utilize 1,1g/mL
Preço resina
Neste campo você deve colocar o valor que pagou pela resina. Você pode selecionar a moeda e a quantidade de resina contida na embalagem que você comprou.
Como imprimir com os parâmetros de impressão 3D corretamente.
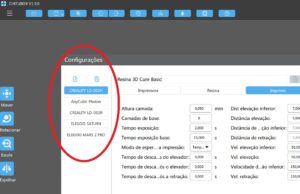
Esta é a aba mais importante para que você consiga imprimir corretamente. Nesta aba você irá configurar os parâmetros da sua impressão, adequando a sua impressora à resina escolhida. É importante lembrar que resinas diferentes precisarão de parâmetros diferentes para imprimir corretamente, portanto toda vez que alterar a resina utilizada, faça os ajustes necessários nas configurações. Vamos aos parâmetros!
Altura camada
Altura/espessura de cada camada impressa. Normalmente utiliza-se 0,050mm, essa espessura já possibilita um excelente acabamento nas peças. Se você está começando e não sabe o que colocar, use 0,050mm e veja o resultado, você vai se surpreender!
Porém, alguns segmentos necessitam de um melhor detalhamento, como o setor de joalheria, usando alturas de camadas ainda menores, até mesmo 0,010mm. A desvantagem é o aumento no tempo de impressão, pois a plataforma tem que realizar o movimento de subida e descida mais vezes.
Aumentar a altura da camada também é possível e torna a impressão mais rápida. Ainda assim é possível preservar um bom detalhamento nos objetos, mas isso dependerá do seu tamanho e detalhamento. Se for utilizar alturas de camada maiores ou menores que 0,05mm, lembre-se de adequar os outros parâmetros para não ter problemas durante a impressão.
Camadas de base
Número de camadas que serão impressas com um tempo maior de exposição à luz UV de forma a aderir bem o objeto à plataforma de impressão.
Normalmente se utiliza entre 5 -10 camadas, indicamos 8 camadas. Esse parâmetro individualmente não garantirá sucesso ou falha da impressão. Colocar um número mais próximo de 10 ajudará a corrigir algum problema provocado durante uma calibração, por exemplo, caso a plataforma tenha ficado muito próxima ao FEP e sem espaço para resina nas primeiras camadas.
Se usar resinas transparentes ou translúcidas esse número pode ser reduzido para próximo de 5, pois a passagem de luz é mais fácil e permite uma melhor adesão da resina à plataforma.
Se você já está usando o número de camadas dentro da faixa indicado e sua impressão não está grudando na plataforma corretamente, tente modificar outro parâmetro, por exemplo, o tempo de exposição das camadas de base e/ou recalibrar a impressora, ao invés de aumentar mais o número de camadas de base.
Tempo de exposição
Tempo de exposição que a luz UV ficará ligada durante a impressão das demais camadas (as que não são camadas de base). Para impressoras monocromáticas conhecidas como “mono” utiliza-se cerca de 2s de exposição, já para impressoras que não são mono utiliza-se cerca de 7s.
Esse tempo é uma indicação inicial que permitirá imprimir o objeto, mas será necessário um ajuste fino neste tempo, já que ele depende de vários fatores como: marca e modelo da impressora, devido às diferenças da potência das lâmpadas de LED, tempo de vida útil da lâmpada de LED e tela de LCD e desgaste das mesmas, tipo de resina, reatividade da resina, proposta de colocação de suportes nas peças, dentre outras variáveis.
Ajuste a potência da luz da impressora 3D
Dentre as impressoras mais populares, a Anycubic Mono X, é um caso a parte que precisa de ajuste na potência da luz para 60%-80%. Este ajuste é feito no visor da impressora e caso não seja feito, dificilmente conseguirá ter sucesso nas impressões com resinas mais reativas como é o caso das resinas 3D Cure.
Se o objeto se descolou dos suportes durante a impressão, normalmente é sinal de tempo de exposição baixo, e se o objeto saiu sem detalhamento ou com marcas horizontais de impressão, pode ser tempo em excesso. Temos um outro artigo no nosso blog com mais detalhes sobre isso.
Tempo de exposição base
Tempo de exposição que a luz UV ficará ligada durante a impressão das camadas de base. Esse tempo precisa ser maior para aderir o objeto à plataforma de impressão. Em impressoras 3D mono utiliza-se 8-15s, já nas demais, 20-40s.
Da mesma forma, esse tempo é uma indicação inicial que permitirá imprimir o objeto, mas será necessário um ajuste fino. O ideal é que o objeto consiga ser removido sem muita resistência. Se o objeto estiver muito grudado, significa que o tempo está em excesso, mas se a peça se descolou parcialmente ou nem se aderiu à plataforma, o tempo está baixo.
Objetos com muita área de contato com a plataforma precisam de menores tempos de exposição para as camadas de base, já objetos com pouco contato precisam de mais tempo.
Modo de espera durante a impressão
Neste campo você pode selecionar duas opções:
“Tempo de descanso” ou “Retardo desligar UV”
Ambos têm a finalidade de manter a luz UV desligada entre a impressão das camadas, para que a reação de solidificação da resina seja concluída antes de iniciar a próxima camada de impressão, e da mesma forma, para preservar o LCD fazendo com que ele não seja superaquecido e queime os pixels.
Cada impressora recomenda seus próprios tempos e sugerimos que o usuário siga o que é recomendado pelo programa fatiador. Caso seja uma impressora que não tem cadastro no fatiador, sugerimos entrar em contato com o fabricante para saber quais são esses tempos de descanso ou retardo.
E também…
Distância de elevação inferior
Distância inferior que a plataforma se elevará após realizar a impressão de uma camada. Esta distância precisa ser suficiente para que a plataforma se mova e descole a peça do filme FEP. Esse parâmetro está completamente relacionado à velocidade de elevação inferior.
Distância de elevação
Essa é a distância que a plataforma continuará subindo após a “distância de elevação inferior”. Essa elevação é uma garantia para que a peça se descole do FEP completamente e ajude na homogeneização da resina no tanque, além de ajudar na remoção de bolhas durante a impressão.
Retração inferior
Distância inferior que a plataforma se retrairá até encostar no FEP para iniciar a próxima camada.
Distância de retração
É a distância que a plataforma se retrairá antes de iniciar a etapa de “distância de retração inferior” Esses parâmetros são intrínsecos de cada impressora e sugerimos deixar como o fatiador recomenda para a impressora.
Velocidade de elevação inferior
É a velocidade que a plataforma de impressão se desloca para cima, entre uma camada e outra, na etapa inicial do movimento (Distância de elevação inferior). Velocidade menores nesta etapa são importantes para garantir que a peça se descole do FEP sem se soltar dos suportes.
Velocidades rápidas nesta etapa podem prejudicar a impressão. Quanto mais viscosa a resina, menores devem ser as velocidades de movimentação da plataforma.
Velocidade de elevação
É a velocidade que a plataforma de impressão se desloca para cima, durante a distância de elevação superior.
Retração inferior
Essa é a velocidade que a plataforma de impressão se desloca para baixo, entre uma camada e outra, no momento em que a peça se aproxima do FEP.
Velocidade retração
Velocidade que a plataforma de impressão se desloca para baixo, entre uma camada e outra, no início do seu movimento de descida.
Curiosidade: O tempo total de impressão de uma peça está mais relacionado com a altura de camada, distância e velocidades de elevação e retração, do que com os tempos de exposição. Portanto, se os tempos de exposição indicados para sua resina são 1s ou 3s, não se preocupe, isso não interferirá significativamente no tempo de impressão total da peça.
Configurações avançadas de parâmetros de impressão 3D
Como o nome já diz, essa é uma aba que aborda tópicos mais avançados. Se você está começando na impressão de resina, não se preocupe com ele por enquanto, não são tópicos essenciais.
Anti-aliasing
Este campo permite ativar uma opção para suavizar a superfície das peças, de forma a eliminar possíveis defeitos e marcas de empilhamento de camadas.
Nível cinza
Neste campo você altera o nível de suavização da superfície da peça entre 0-8, normalmente, quanto menor o número, maior o grau de suavização.
Image Blur Pixel
Esta é mais uma opção de suavização de superfície que pode ser aplicada.
Precisa de ajuda?
Por fim, esperamos ter ajudado você a selecionar os melhores parâmetros para iniciar suas impressões!
Mas se ainda tiver ficado com alguma dúvida, chama a gente no nosso suporte técnico
Whatsapp: https://wa.me/5531990780303
Siga-nos também em nossas redes sociais @3dcure.
Para mais detalhes sobre o assunto, acesse: https://www.chitubox.com/en/article/support/indepth/technology/52
Escrito e revisado pela equipe técnica da 3D Cure:
Ana Luiza Silvestre – Graduada em química, Mestranda em engenharia de materiais e Especialista em impressão 3D – UFMG
Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
contato@3dcure.com.br – (31) 3665-1383
Deixe um comentário