Você que tem paixão pela impressão 3D e está sempre em busca da perfeição em cada projeto que cria? Para quem busca este tipo de alta definição e qualidade o desafio é claro: como calibrar resina 3D corretamente? A resposta não é simples, mas está ao seu alcance. Neste texto falaremos sobre como usar o calibrador de resina 3D na impressão 3D.
Nossa missão na 3D Cure é simplificar o processo de impressão 3D, tornando-o acessível a todos os criadores e artistas da impressão 3D. Portanto, exploremos passo a passo como ajustar sua impressora e escolher a dosagem de resina ideal, para que você possa concentrar sua energia no que realmente importa: dar vida às suas ideias!
Então, ligue sua impressora 3D e venha conosco nessa jornada de aprimoramento técnico e criativo. Afinal, essa é uma ferramenta extremamente simples para te ajudar a conseguir peças com alta definição e com dimensões corretas.
O que é um Calibrador de Resina 3D?
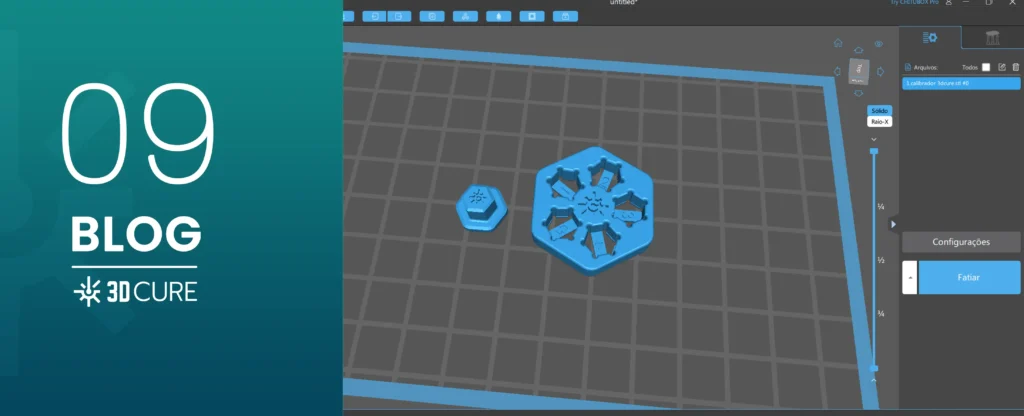
O calibrador de resina 3D consiste em um hexágono com 5 furos com dimensões diferentes e um pino.
Veja a ilustração a seguir:
O furo com o número 3 é o furo com a dimensão correta para o pino encaixar.
Já os furos 1 e 2 tem tamanhos inferiores e os furos 4 e 5 tem tamanho superior. O objetivo dessa calibração é você encontrar o tempo de exposição adequado para que o pino encaixe na posição 3 sem ficar apertado e nem frouxo.
Como calibrar resina 3D na sua impressora?
Inicialmente você deverá baixar o arquivo no site da 3D Cure através deste link. Nele, você também encontra vários outros documentos interessantes sobre as nossas resinas 3D como fichas técnicas, parâmetros de impressão e arquivos STL.
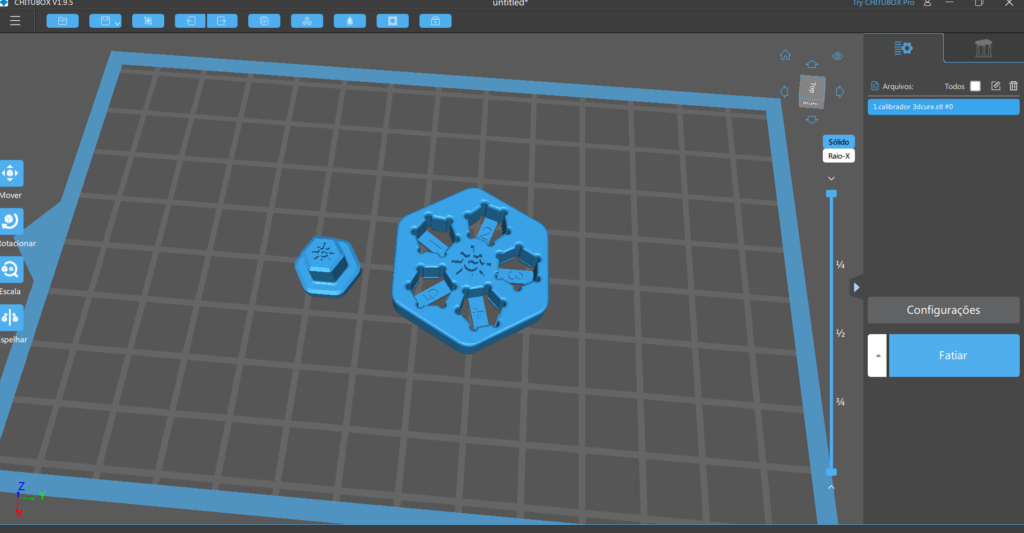
Em seguida, abra o arquivo no Programa Fatiador de sua preferência e insira os parâmetros de impressão iniciais que a 3D Cure recomenda para sua impressora 3D.
Lembrando, esses parâmetros você encontra no link.
Feito isso, imprima o arquivo diretamente na plataforma (sem suportes), remova da plataforma de impressão, limpe e cure a peça.
Verifique a posição do pino.
Por fim, veja em qual buraco o pino entra sem fazer esforço e sem ficar frouxo.
Se estiver buraco 3: Está perfeito! Siga imprimindo com esse tempo de exposição nas camadas normais.
Se se estiver nos buracos 1 ou 2: Aumente o tempo de exposição em 10% e repita o teste. Siga fazendo isso até encontrar o tempo correto onde a peça encaixe no buraco 3.
Se se estiver nos buracos 4 ou 5: Diminua o tempo de exposição em 10% e repita o teste. Siga fazendo isso até encontrar o tempo correto onde a peça encaixe no buraco 3.
Como funciona o calibrador de resina 3D?
O princípio por trás do teste é que quanto mais tempo a luz UV fica ligada (maior é o tempo de exposição das camadas de base) mais a resina se solidifica localmente, aumentando as dimensões em torno daquela posição. Neste caso, maiores serão as dimensões do pino e menores os buracos.
Você também pode analisar a definição da sua impressão através dos detalhes da logo da 3D Cure tanto no pino quanto no hexágono. Contudo, o ideal é que os logos fiquem bem visíveis, sem estarem tampadas ou mal formado.
Detalhe importante, lembre-se de limpar bem a peça para remover a resina de dentro dos orifícios do desenho da logo.
Esse calibrador é ideal para ajustar o tempo de exposição das camadas normais, mas também pode servir para ajustar o tempo de exposição das camadas de base. A ideia é simples, se na hora de remover o calibrador ele estiver muito aderido, difícil de remover, significa que o tempo de exposição das camadas de base está muito alto, diminua em 5s.
Siga fazendo isso até encontrar o tempo ideal onde você consegue remover facilmente o calibrador. Mas se o calibrador de resina 3d estiver descolando ou nem se formar, significa que o tempo de exposição da base está baixo. Neste caso aumente de 5 em 5s até encontrar o tempo ótimo.
A peça se descolou dos suportes mesmo com a impressora calibrada?
Isso acontece quando o tempo de exposição fica muito baixo e as conexões entre a ponta do suporte e a peça ficam fracas.
Com o movimento de impressão a peça acaba descolando. Isso acontece especialmente em resinas flexíveis e semiflexíveis, mas também pode acontecer com resinas rígidas em algumas situações.
Como resolver?
Você pode resolver esse problema aumentando um pouco mais o tempo de exposição das camadas normais, fazendo o pino se encaixar na posição 4 e reforçando as conexões entre suporte e peça. Você terá alguma variação dimensional na peça, mas bem pequena e ainda, sim, terá uma excelente definição superficial.
Mas se o seu projeto não permite nenhuma variação dimensional, outra opção é aumentar a densidade de suportes ou o tipo de suporte (fino, médio ou forte) ao imprimir seu objeto de interesse. Isso aumenta o número de pontos de contato e o diâmetro do contato entre o suporte e a peça.
Desse modo, haverá uma melhor distribuição da força feita na peça durante o descolamento do FEP no momento de subida da impressão e a peça não descolará do suporte.
Conclusão
Por fim, se você está enfrentando outros problemas na hora de calibrar resina 3D, indicamos que confira se não há outros problemas. Temos um artigo que te ajuda resolver os principais problemas em impressoras 3D, confira aqui.
Gostou das dicas? Acesse nosso blog e tenha mais dicas valiosas como essa: www.3dcure.com.br/blog
Escrito e revisado pela equipe técnica da 3D Cure:
Ana Luiza Silvestre – Graduada em química, Mestranda em Engenharia de Materiais e Especialista em impressão 3D – UFMG
Felipe Ferreira – Graduado em química, Mestre em Engenharia Química e Especialista em impressão 3D – UFMG
contato@3dcure.meuteste.dev.br – (31) 3665-1383